Чем смазывать пластмассовые шестерни: Силиконовая смазка для пластиковых шестерен. В чем ее преимущества?
Силиконовая смазка для пластиковых шестерен. В чем ее преимущества?
В настоящее время различные виды пластика используются для изготовления не только уплотнителей, но и других деталей, в том числе шестерен (зубчатых колес). Они нашли широкое применение в офисной технике, кассовых аппаратах, радиоуправляемых моделях самолетов и автомобилей, транспортных средствах, а также в медицинском, пищевом и ином оборудовании.
Пластиковые шестерни, как и другие элементы устройств, требуют регулярного обслуживания. Для выполнения этой работы современный рынок смазочных материалов предлагает множество различных средств. Одним из них является силиконовая смазка для пластиковых шестерен.
Далее мы попытаемся разобраться, в чем ее преимущества перед другими видами сервисных материалов.
Для чего необходимо смазывать пластиковые шестерни?
Регулярное смазывание пластиковых шестерен подходящими составами помогает добиться следующих результатов:
-
Уберечь трущиеся элементы конструкции от повреждений (трещин, сколов, потертостей и т. д.) и деформации
д.) и деформации -
Исключить скрип, треск и другие посторонние шумы в узлах трения -
Защитить детали оборудования от воздействия факторов окружающей среды – например, низких и высоких температур
 д.) и деформации
д.) и деформации
Совокупность таких результатов позволяет шестерням работать без сбоев в течение длительного периода времени.
Если неправильно подобрать смазочный материал или не соблюсти межсервисные интервалы, то эти детали подвергнутся преждевременному износу и быстро выйдут из строя.
На что обращать внимание при выборе смазки для пластиковых шестерен?
Тип смазки – один из основных критериев при подборе сервисного материала для пластиковых шестерен. Этому есть несколько подтверждений, о которых будет рассказано ниже.
Источник изображения: Zhukov Oleg / Shutterstock.com
Дело в том, что смазочные составы некоторых типов способны оказать негативное воздействие на прочность пластика. Это повлечет за собой растрескивание его поверхности и быстрый износ зубьев шестерен, что может привести к выходу из строя всего механизма.
Это повлечет за собой растрескивание его поверхности и быстрый износ зубьев шестерен, что может привести к выходу из строя всего механизма.
Применение смазки, относящейся к типу, который несовместим с пластиками, способно спровоцировать набухание такого конструкционного материала. В результате этого шестерни могут заклинить, что грозит поломкой зубьев и устройства в целом.
Если смазка плохо удерживается на поверхностях пластиковых шестерен, то при их высокоскоростном вращении она разлетится в разные стороны.
Сервисные материалы некоторых типов работают как абразив. К таким составам относится, например, солидол. Результатом их применения может стать ускоренное истирание зубьев шестерен, из-за чего эти детали окажутся непригодными для дальнейшей эксплуатации.
Элементы пластиковых редукторов в процессе работы нагреваются сильнее, чем детали аналогичных металлических устройств. В такой ситуации некоторые типы смазок разжижаются. Это может повлечь за собой перегрев деталей, изменение их формы и других параметров.
Это может повлечь за собой перегрев деталей, изменение их формы и других параметров.
В общем случае при выборе смазки для пластиковых шестерен необходимо обращать внимание на следующие характеристики:
-
Совместимость с различными разновидностями пластика и другими конструкционными материалами -
Отсутствие самовоспламеняемости в процессе эксплуатации при высоких температурах -
Устойчивость к воздействию воды, низких и высоких температур -
Высокую адгезию к пластикам -
Безопасность для окружающей среды и здоровья человека
Какие преимущества имеет силиконовая смазка для пластиковых шестерен?
При обслуживании пластиковых шестерен наибольшей популярностью пользуется силиконовая смазка.
Она выгодно отличается от других типов сервисных материалов следующими особенностями:
-
Превосходной совместимостью практически со всеми видами пластиков и эластомеров, а в некоторых случаях еще и с кожей, керамикой, красками и т. д. -
Хорошими водоотталкивающими параметрами -
Более высоким индексом вязкости, который свидетельствует об отличной стабильности консистенции продукта при его эксплуатации в широком диапазоне допустимых температур -
Отличными диэлектрическими свойствами -
Нетоксичностью -
Высокой стойкостью к окислению (смазка способна работать в течение длительного периода времени без потери свойств)
 д.
д.
Российские силиконовые смазки для пластиковых шестерен
Для смазывания пластиковых зубчатых колес широко используются силиконовые составы EFELE от компании «Эффективный Элемент». Все они обладают светлым или прозрачным цветом и совместимостью с большинством пластиков и эластомеров. Эти материалы выпускаются в различной таре (в том числе в аэрозольных баллонах, карандашах и шприцах-дозаторах). Многие из них имеют пищевые допуски.
К таким составам относится, например, пластичная смазка EFELE SG-393. Она производится на основе силиконового базового масла высокой вязкости и политетрафторэтилена (тефлона). Благодаря такому составу смазка может использоваться в нагруженных узлах трения.
Она производится на основе силиконового базового масла высокой вязкости и политетрафторэтилена (тефлона). Благодаря такому составу смазка может использоваться в нагруженных узлах трения.
Состав имеет пищевой допуск NSF h2 (на случайный контакт с пищевой продукцией) и выполняет свои функции при температурах от -40 °С до +160 °С. При этом смазка способна выдерживать воздействие влажной среды, воды, моющих и дезинфицирующих материалов. Помимо совместимости с большинством эластомеров и пластиков этот состав инертен по отношению к керамическим уплотнителям.
EFELE SG-385 – смазка с пищевыми допусками от Роспотребнадзора и международной организации NSF (категория h2). Основными компонентами состава являются силиконовое масло, неорганический загуститель и специальный пакет присадок. Продукт выпускается с различной консистенцией по NLGI, в частности EFELE SG-385 NLGI-0 и EFELE SG-385 NLGI-3.
Состав работоспособен во влажной среде, устойчив к воздействию широкого диапазона температур (-40. ..+200 °С), смыванию водой (и холодной, и горячей), чистящими средствами, щелочными и слабокислотными растворами. Смазка обладает отличными электроизоляционными, хорошими уплотнительными и герметизирующими параметрами. Кроме того, состав характеризуется низким испарением и отсутствием температуры каплепадения.
..+200 °С), смыванию водой (и холодной, и горячей), чистящими средствами, щелочными и слабокислотными растворами. Смазка обладает отличными электроизоляционными, хорошими уплотнительными и герметизирующими параметрами. Кроме того, состав характеризуется низким испарением и отсутствием температуры каплепадения.
ADAPSIL – силиконовая смазка с пищевым допуском NSF, главной особенностью которой является способность адаптироваться к любым эксплуатационным условиям. При нанесении она практически сразу прилипает к любой поверхности (в том числе наклоненной и вертикальной) и не стекает с нее, создавая высокопрочный защитный слой.
Смазка выполняет свои задачи в широком интервале температур (-50…+200 °C), при воздействии повышенной влажности, щелочных и слабокислотных составов. Данный силиконовый материал не смывается даже сильным напором воды (как холодной, так и горячей), обладает высокими диэлектрическими свойствами и характеризуется малой испаряемостью базового масла.
Для пластиковых шестерен, работающих при малых нагрузках, подойдет силиконовая смазка EFELE SO-780 Spray. Она функционирует в широком в интервале температур (-40…+200 °C) и обладает хорошими водоотталкивающими свойствами. Благодаря жидкой консистенции смазка способна проникать в узкие зазоры узлов трения.
из чего печатать мелкие шестерни, материал изготовления
Одно из преимуществ 3D-принтеров, это унифицированность. Начинающий печатник может легко заменить какую-либо деталь. Причем ему не придется идти в магазин или заказывать элемент из Китая. Все детали он может сделать сам. Особую ценность имеет печать шестеренок. Это «рабочий» узел устройства, который более всего подвержен поломкам и износу.
Какой 3d-принтер подходит для печати шестеренок?
Говоря о печатных устройствах, мы подразумеваем FDM-аппараты. Это 3D-принтеры, в основе которых лежит технология послойного наплавления пластика. Такие устройства позволяют закрыть две задачи:
- Печать поломанных деталей. Пластик недолговечен. Шестеренка или иная деталь может просто сломаться или износиться.
- Печать кастомных или новых деталей. Разработка запчастей с ноля. Сюда же можно отнести проектирование шестеренок для самодельного 3D-принтера.
 Пластик недолговечен. Шестеренка или иная деталь может просто сломаться или износиться.
Пластик недолговечен. Шестеренка или иная деталь может просто сломаться или износиться.
Конкретную модель принтера для изготовления шестеренок назвать сложно. Все зависит от размера детали и соответствующей рабочей области аппарата. Но одно можно сказать точно: устройство должно выдавать печать с высокой точностью. Для подобных работ стоит провести дополнительную калибровку рабочего стола и экструдера, чтобы избежать массового брака при печати.
Важно! Обычно проект детали скачивают в формате STL-файла. Запчасти можно печатать исключительно для личного пользования, не на продажу.
Какие материалы подходят для изготовления шестерни на 3д-принтере?
Естественно, основной материал – это пластик. Но он может отличаться, в зависимости от поставленных целей и конечной прочности готового изделия:
- Nylon (PA). Достаточно прочный материал. Этот филамент считается одним из самых надежных для изготовления подвижных узлов и элементов. Небольшой минус материала: он хорошо впитывает влагу. Не стоит делать шестеренки из нейлона, если принтер стоит в помещении с высокой влажностью.
- PETG. Данный тип пластика тоже относят к высокопрочным. Он немного уступает по характеристикам нейлону. Печатники ценят его за хорошую спекаемость слоев, а также за прилипание к рабочей поверхности.
- PLA и ABS. Эти материалы соперничают друг с другом. По эксплуатационным характеристикам они примерно равны. В основном различия касаются натренированности самого печатника. Кто-то привык к PLA и его рабочим температурам в 75 °С. Другие успешно используют ABS, нагревая материал до 105 °С.
 Достаточно прочный материал. Этот филамент считается одним из самых надежных для изготовления подвижных узлов и элементов. Небольшой минус материала: он хорошо впитывает влагу. Не стоит делать шестеренки из нейлона, если принтер стоит в помещении с высокой влажностью.
Достаточно прочный материал. Этот филамент считается одним из самых надежных для изготовления подвижных узлов и элементов. Небольшой минус материала: он хорошо впитывает влагу. Не стоит делать шестеренки из нейлона, если принтер стоит в помещении с высокой влажностью.
Выбор пластика зависит от навыка печатника, его финансового положения, а также от конечной цели использования шестерни. Если на деталь идет небольшая нагрузка и ее нечасто задействуют в работе, можно выбрать PLA и ABS. Для более прочных запчастей лучше использовать PETG или Nylon (PA).
Для более прочных запчастей лучше использовать PETG или Nylon (PA).
Интересно! Известно, что PLA – это биоразлагаемый материал. Из-за этого свойства некоторые печатники опасаются использовать этот тип пластика. Они считают, что деталь может рассыпаться со временем. Это заблуждение. Запчасть может разложиться, если для нее создать соответствующую среду. В воздушном пространстве с ней ничего не случится.
Пример готовых изделий
Как на 3d-принтере напечатать шестеренку: пошаговая инструкция
Весь процесс печати можно разбить на три важных этапа: проектирование (моделирование), собственно печать, постобработка готового изделия. Рассмотрим изготовление шестеренки начиная с работы в слайсере и заканчивая финальной обработкой и смазкой детали.
Моделирование
Процесс моделирования – это базис, основа. На этом этапе нужно учесть несколько важных моментов:
- Если вы скачали модель промышленной шестеренки в STL файле, то ее лучше доработать вручную. А именно, убрать все полости и отверстия, которые могут быть в проекте. Такие меры допускают на заводском производстве, чтобы понизить себестоимость детали. В домашних условиях лучше делать монолитную деталь. Так прочнее.
- Для самодельных деталей нужно высчитать оптимальное количество зубцов, рассчитать угол давления. Если ваш принтер может печатать с высокой точностью, без «косяков», можно выбрать большее передаточное число (количество звеньев). Это скажется на плавности хода в цельной конструкции, где будет установлена шестерня. Для угла давления тоже есть свои правила: для детали с углом давления в 20 градусов – минимальное количество зубьев не менее 13 штук; для шестерни с углом давления в 25 градусов – минимальное количество зубцов не менее 9 штук.
- Многоярусные шестерни лучше разбивать на части в слайсере, после чего склеивать на постобработке. Так можно добиться лучшего качества детали.
 А именно, убрать все полости и отверстия, которые могут быть в проекте. Такие меры допускают на заводском производстве, чтобы понизить себестоимость детали. В домашних условиях лучше делать монолитную деталь. Так прочнее.
А именно, убрать все полости и отверстия, которые могут быть в проекте. Такие меры допускают на заводском производстве, чтобы понизить себестоимость детали. В домашних условиях лучше делать монолитную деталь. Так прочнее.
Будьте готовы к тому, что деталь придется печатать несколько раз, попутно внося коррективы в 3D-модель изделия.
Работа в слайсере
Печать
Преимущество послойной печати заключаются в том, что это самый дешевый способ получения детали. Практически любую шестеренку можно сделать самому. Но здесь же кроются и свои минусы, которые необходимо учитывать в самом процессе печати:
- Усадка материала. Каждый тип филамента дает усадку. Ее нужно знать, иначе деталь получится не в размер. Измерьте процент усадки на тестовом кубике при помощи штангенциркуля перед началом печати. Результат добавьте в настройки.
- Шестеренка – это очень точная деталь. Даже небольшое отклонение в 0.01 мм может повлиять на дальнейшую работу. Поэтому важно идеально откалибровать печатный стол и экструдер, насколько это возможно.
- Дефекты печати. Их нужно устранять еще до начала работ. Сделайте печать тестового кубика, желательно по 4 углам, чтобы исключить любые дефекты на конечном изделии.
Но печать – это только половина дела. В обязательном порядке 3D-мейкера ждет процедура постобработки. И здесь тоже есть свои нюансы.
И здесь тоже есть свои нюансы.
Дефекты при 3D-печати
Интересно! Перед началом печати лучше обработать рабочий стол растворенным в ацетоне ABS. Нанести его тонким слоем. Это улучшит адгезивные свойства поверхности. Первый слой не будет отлипать в процессе печати.
Постобработка
Пожалуй, один из самых важных этапов. Здесь нельзя допускать спешки, так как любая оплошность может привести к браку изделия. Постобработка состоит из нескольких этапов:
- Снятие поддержек, нитей, наплывов при помощи острого ножа или скальпеля. Будьте аккуратны, работайте без спешки.
- Шлифовка мелкой наждачкой. Снятие и шлифовка всех неровностей, практически финальная обработка.
- Погружение детали в раствор дихлорэтана на 5—10 секунд. Жидкость проникнет в мелкие щели, склеит и укрепит деталь. Данный шаг выполнять не обязательно, если вы работаете с прочным филаментом.
- Смазка конечного изделия. Последний шаг. Смазка необходима в системах с высокой нагрузкой. Она продлевает жизнь детали, шестерни работают эффективней. Для этих целей лучше брать густую смазку на основе: силикона, литола или политетрафторэтилена. Густо нанесите вещество сухой бумажной салфеткой, чтобы на детали не осталось пыли. После чего принудительно проверните шестеренку несколько раз.
 Последний шаг. Смазка необходима в системах с высокой нагрузкой. Она продлевает жизнь детали, шестерни работают эффективней. Для этих целей лучше брать густую смазку на основе: силикона, литола или политетрафторэтилена. Густо нанесите вещество сухой бумажной салфеткой, чтобы на детали не осталось пыли. После чего принудительно проверните шестеренку несколько раз.
Последний шаг. Смазка необходима в системах с высокой нагрузкой. Она продлевает жизнь детали, шестерни работают эффективней. Для этих целей лучше брать густую смазку на основе: силикона, литола или политетрафторэтилена. Густо нанесите вещество сухой бумажной салфеткой, чтобы на детали не осталось пыли. После чего принудительно проверните шестеренку несколько раз.
Наберитесь терпения. В процессе постобработки деталь может треснуть или вовсе сломаться. Если это случается раз за разом, возможно, нужно сменить филамент и внести коррективы в модель проекта.
Частые причины отказа детали при эксплуатации: стирание зуба до проскальзывания, поломка зубьев от чрезмерной нагрузки узла, перелом вала. В редких случаях происходит поломка ступицы или спицы.
Важно! Не используйте WD-40 для смазки пластиковых деталей. Это довольно агрессивное средство. Оно создано для снятия грязи с металлических изделий, но не для смазки пластиковых шестеренок.

Деталь на постобработку
Ошибки и способы их избежать
Естественно, во время печати могут возникнуть ошибки. И нужно вовремя их заметить и суметь избежать. Предлагаем ознакомиться со списком самых распространенных недочетов, которые возникают во время печати шестеренок:
- Уменьшение диаметра основного отверстия шестеренки. Часто это происходит из-за того, что пользователь не учел усадку материала. Еще одна причина, экспорт STL модели с низким количеством сегментов, которые образуют многоугольное отверстие шестеренки. Всегда экспортируйте файл с большим количеством сегментов. Иначе придется рассверливать отверстие вручную.
- Щели между зубьями. Эту проблему можно встретить даже при включенном 100% заполнении. Решение нужно искать в слайсере, путем увеличения параметра перекрытия слоев.
- Низкая прочность деталей с тонкими стенками. Чтобы зубья были более гладкими, нужно выставлять меньшую толщину слоя. Печать прямолинейным заполнением с минимальной толщиной стенок не менее трех периметров.
- Как было сказано выше, лучше делать монолитную деталь, без дополнительных отверстий и выемок (не включая основное отверстие по центру). Вы не сильно потеряете на пластике, но деталь прослужит дольше обычного.
 Печать прямолинейным заполнением с минимальной толщиной стенок не менее трех периметров.
Печать прямолинейным заполнением с минимальной толщиной стенок не менее трех периметров.
Если печатник никогда не делал шестеренки на 3D-принтере, то он наверняка столкнется с одной или сразу с несколькими проблемами. И лучше знать о них «на берегу».
Вам потребуется много терпения и еще больше филамента в начале пути.
Делать шестеренки в домашних условиях несложно. Главное – заранее учесть все нюансы и тонкости работы, разработать точную модель, высчитать усадку материала. Также нужно быть готовым к появлению ошибок или недочетов. Некоторые из них можно устранить на постобработке. Иные – только методом полной переделки. Но это рабочий процесс, с ним ничего не поделаешь.
 youtube.com/embed/TcNoxFKbOa0″>
youtube.com/embed/TcNoxFKbOa0″>
Hardy Boys разгадывают тайну отказа нейлоновой шестерни на BBS02
Карл Гессляйн / 22 ноября 2015 г.
В прошлом я говорил людям, когда они заменяют нейлоновую шестерню (инструкции здесь), чтобы они использовали тяжелую смазку для оси, поскольку литиевая смазка, с которой она поставляется, невероятно легкая и имеет тенденцию просто раскручивать первичные редукторы, когда они вращаются со скоростью около тысячи оборотов в минуту. После 5 минут поиска в Интернете я обнаружил, что это ужасная идея, которая на самом деле может ПРИЧИНИТЬ ваше нейлоновое снаряжение к размягчению и преждевременному выходу из строя (на самом деле это была уловка, чтобы помочь продать больше нейлоновых механизмов для Bafang).
Это возвращает меня к моей первоначальной поломке нейлоновой шестерни около 6 месяцев назад, и я отчетливо помню, что шестерня была на 1/2 белой (по направлению к двигателю) и на 1/2 черной смазки (по направлению к приводному устройству), что заставило меня поверить, что эта тяжелая смазка моста просочилась через подшипник и, возможно, вызвала размягчение нейлоновой шестерни и ее преждевременный выход из строя. Чтобы увидеть видео, которое доказывает мою точку зрения, посмотрите это видео от нашего любимого австралийского любителя скорости Бруно, где он разбирает BBS02 с пробегом 6000 км. СПОЙЛЕР: он полностью перешел на темную сторону.
Чтобы увидеть видео, которое доказывает мою точку зрения, посмотрите это видео от нашего любимого австралийского любителя скорости Бруно, где он разбирает BBS02 с пробегом 6000 км. СПОЙЛЕР: он полностью перешел на темную сторону.
Знаю ли я наверняка, что именно это стало причиной моей неудачи? Точно нет. Уверен ли я вне разумных сомнений? Чем больше я исследую это, тем больше это кажется правдой. Шестерня вышла из строя на высоких оборотах при небольшой нагрузке на небольшом холме с уклоном 5 градусов при скорости около 15 миль в час на очень низкой передаче. Учитывая, как сильно я обычно бью по своим приводам, в таких условиях они никак не должны были выйти из строя.
Это нейлоновая шестерня, только что извлеченная из привода, грязной черной смазкой оси обращена вверх.
Я просмотрел свои фотографии замены нейлоновой шестерни, и чем больше я смотрю на них, тем яснее мне кажется, что смазка оси проходит через подшипник. Есть ли способ предотвратить это? Когда я смазываю свой вторичный редуктор с другой стороны, я использую много черной смазки для осей. Использование слишком большого количества смазки и использование неправильного типа может привести к просачиванию смазки через подшипник.
Использование слишком большого количества смазки и использование неправильного типа может привести к просачиванию смазки через подшипник.
В будущем я планирую использовать только литиевую (белую) смазку на ненефтяной основе как со стороны нейлоновой шестерни, так и со стороны вторичного редуктора (оси). Таким образом, даже если смазка просочится через подшипник, нейлоновая шестерня не выйдет из строя. Я собираюсь использовать смазку Mobil Grease 28, которая безопасна для нейлона и алюминия и должна прослужить около 10 лет. Вы можете получить около 14 унций онлайн за ~ 12 долларов прямо здесь.
Вы можете видеть, что смазка на задней стороне устройства имеет гораздо более темный серый цвет, почти черный. Должно быть просочилось через подшипник. Ебать, этот привод FILTHY .
Будет ли у BBSHD аналогичная проблема? Трудно сказать, но с этого момента, когда я буду разбирать его, я не буду счищать черную смазку со 2-го редуктора и заменять его своей осевой смазкой. Я также буду очень осторожен, чтобы не допустить попадания черной смазки на нейлоновый редуктор. Используйте только белую литиевую смазку, если вам необходимо заменить эту шестерню после отказа. Я нашел этот очень информативный лакомый кусочек от «callpocket» в этом посте здесь.
Я также буду очень осторожен, чтобы не допустить попадания черной смазки на нейлоновый редуктор. Используйте только белую литиевую смазку, если вам необходимо заменить эту шестерню после отказа. Я нашел этот очень информативный лакомый кусочек от «callpocket» в этом посте здесь.
Несколько лет назад, когда я восстанавливал несколько видеомагнитофонов, во всех инструкциях были большие примечания, написанные красным, говорящие техникам использовать только белую литиевую смазку для смазывания пластиковых шестерен, потому что нефтяная смазка может повредить шестерни. Я обнаружил, что это также относится (из опыта) к использованию этой белой литиевой смазки на пластиковых или нейлоновых роликах, используемых в оконных механизмах многих старых автомобилей. Владельцы и механики тенистых деревьев использовали вазелин или смазку для осей, чтобы смазать их, и нейлоновые или пластиковые ролики развалились. Я всегда заменял их и использовал белый литий после того, как видел повреждения от других смазок.
Сторона нейлоновой шестерни, обращенная к ротору, почти полностью покрыта литиевой смазкой. Это действительно похоже на видеомагнитофон.
Спасибо Дитеру Спиллеру за указание на очевидное для меня. Я сказал ему использовать KY Sex Lube в своем нейлоновом снаряжении, и он совершенно справедливо отказался. Если бы только все были достаточно умны, чтобы игнорировать мой великий совет. В аду есть особое место для людей, которые используют смазку на нефтяной основе для своих нейлоновых передач, и я уже получил свой билет в один конец.
Поездка.
22 ноября 2015 г. в наборах 100 мм, BBS02, BBSHD, DIY, Обслуживание и ремонт, Механические. Теги: BBS02, BBSHD, Китай, Коммодитизация, Споры, Преобразование, Грязь дешево, Ebike, Электрический велосипед, Fatbike, Нейлоновый редуктор, Обзор
Смазывать или не смазывать пластиковые шестерни
Примечание. В вашем браузере отключен JavaScript. Без него многие функции могут работать некорректно. Пожалуйста, включите JavaScript в настройках вашего браузера.
| Комментарий | |||||||||
блин Старший член |
| ||||||||
Джей Миллер Модератор |
| ||||||||
Микки Старший член |
| ||||||||
Джей Миллер Модератор |
| ||||||||
Микки Старший член |
| ||||||||
 Пока он был вынут из футляра, я посмотрел на шестерни, и они все (кроме маховика) черного цвета и кажутся в хорошем состоянии. Они сухие как кость. Я первый владелец этой машины, так что, наверное, так было всегда.
Пока он был вынут из футляра, я посмотрел на шестерни, и они все (кроме маховика) черного цвета и кажутся в хорошем состоянии. Они сухие как кость. Я первый владелец этой машины, так что, наверное, так было всегда.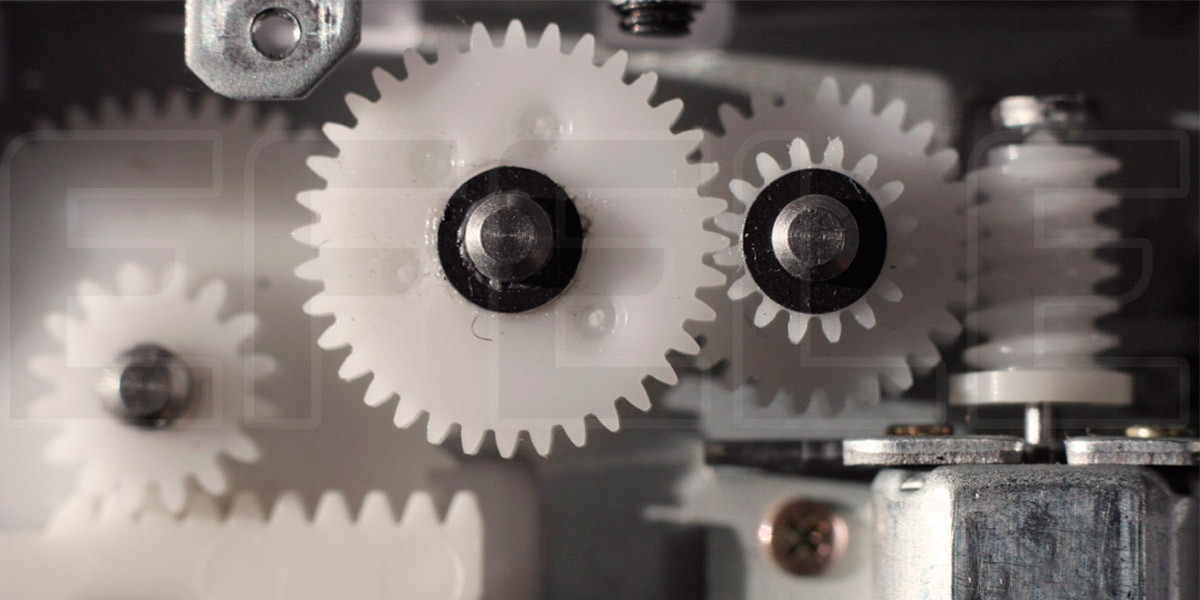 У меня есть много машин, на которых есть что-то похожее на белую литиевую смазку, но я сам ею не пользуюсь.
У меня есть много машин, на которых есть что-то похожее на белую литиевую смазку, но я сам ею не пользуюсь. Они крепкие и надежные.
Они крепкие и надежные.  Я думаю, что в Интернете должна быть информация об этом. Есть некоторые предупреждения о смазке пластиковых шестерен; выберите правильный тип, потому что некоторые типы содержат ингредиенты, которые со временем ухудшают качество пластиковых материалов. Смазки Singer и Triflow считаются безопасными. Масла также могут содержать сомнительные присадки, поэтому придерживайтесь рекомендаций; базовое масло для швейных машин безопасно; не все обезжириватели и растворители. мои 1950s Phoenix имеет точку смазки для места, где стальная шестерня соединена с пластиковой шестерней. Я не уверен, что руководство обычно рекомендует для этого. Я думаю, что Бернина рекомендовал смазать пластиковую шестерню, которая поворачивает стопку кулачков.
Я думаю, что в Интернете должна быть информация об этом. Есть некоторые предупреждения о смазке пластиковых шестерен; выберите правильный тип, потому что некоторые типы содержат ингредиенты, которые со временем ухудшают качество пластиковых материалов. Смазки Singer и Triflow считаются безопасными. Масла также могут содержать сомнительные присадки, поэтому придерживайтесь рекомендаций; базовое масло для швейных машин безопасно; не все обезжириватели и растворители. мои 1950s Phoenix имеет точку смазки для места, где стальная шестерня соединена с пластиковой шестерней. Я не уверен, что руководство обычно рекомендует для этого. Я думаю, что Бернина рекомендовал смазать пластиковую шестерню, которая поворачивает стопку кулачков. Я не встречал рекомендованного масла для пластиковых шестерен. На самом деле наоборот. Но я не все видел, так что все в пределах возможного.
Я не встречал рекомендованного масла для пластиковых шестерен. На самом деле наоборот. Но я не все видел, так что все в пределах возможного. Я думаю, что производители этих шестерен подвергли материал, который они использовали, различным стресс-тестам, и я ожидаю, что они включают в себя воздействие основного масла для швейных машин. К 50-м годам они довольно много знали о пластмассах, но я знаю, что долговечность пластиковых шестерен сильно различалась от бренда к бренду, даже от партии к партии. Это были времена экспериментов с пластиком, это был новый и современный материал. Я подозреваю, что были некоторые просчеты относительно методов производства и добавленных в него веществ; по крайней мере, это объясняет большой разрыв в долговечности и прочности между пластиковыми шестернями. Трудно сказать 50 и 60 лет спустя, что у нас есть в наших машинах, я очень рад, что для некоторых моделей все еще есть сменные шестерни. Пластик — это не просто закаленная сталь, и мне кажется, смазывать или не смазывать пластик — это не вопрос «да» или «нет». Самые неблагоприятные условия, в которых я столкнулся с пластиком, это когда он долго хранился или оставлялся под прямыми солнечными лучами, а не в масле.
Я думаю, что производители этих шестерен подвергли материал, который они использовали, различным стресс-тестам, и я ожидаю, что они включают в себя воздействие основного масла для швейных машин. К 50-м годам они довольно много знали о пластмассах, но я знаю, что долговечность пластиковых шестерен сильно различалась от бренда к бренду, даже от партии к партии. Это были времена экспериментов с пластиком, это был новый и современный материал. Я подозреваю, что были некоторые просчеты относительно методов производства и добавленных в него веществ; по крайней мере, это объясняет большой разрыв в долговечности и прочности между пластиковыми шестернями. Трудно сказать 50 и 60 лет спустя, что у нас есть в наших машинах, я очень рад, что для некоторых моделей все еще есть сменные шестерни. Пластик — это не просто закаленная сталь, и мне кажется, смазывать или не смазывать пластик — это не вопрос «да» или «нет». Самые неблагоприятные условия, в которых я столкнулся с пластиком, это когда он долго хранился или оставлялся под прямыми солнечными лучами, а не в масле.
| |||||||||||
| Печать | Твитнуть | ||||||||||
Веб-адрес (URL)
URL изображения
Если ваш URL-адрес правильный, вы увидите здесь предварительный просмотр изображения. Отображение больших изображений может занять несколько минут.
Помните: использование чужих изображений в сети без их разрешения может быть дурным тоном или, что еще хуже, нарушением авторских прав.
имя файла
Отмена
Неподдерживаемый тип файла фотографии. Вместо этого загрузите файл как вложение к сообщению.
strippederror
Быстрая навигация:
Выберите категориюVictorian SweatshopQUILTING CORNERКоллекции SteveH’s Collection My Machines My Accessories My Documents Macybaby’s Collection My Machines My Accessories My Documents My Quilts J Miller’s Collection My Machines My Accessories My Documents Sing er 15 Клоны от А до Я Коллекция Шкипера Мои машины Мои аксессуары Мои документы Коллекция Донны Мои машины Мои аксессуары Мои документы Коллекция DollyO Мои машины Мои аксессуары Мои документы Коллекция Маргарет Мои машины Мои аксессуары Мои документы wahoonc’s Collection My Machines My Accessories My Documents Jim/Steelsewing’s Collection My Machines My Accessories My Documents Chillin in NC’s Collection My Machines My Accessories My Documents Коллекция Twentypoundtabby My Machines My Accessories My Documents Коллекция Даселби Мои машины Мои аксессуары Мои документы RxGrinn’s Collection Мои машины Мои аксессуары Мои документыПроекты, которые мы делаем.