Давление опрессовки: Правила и порядок опрессовки труб
Опрессовка и вакуумирование системы кондиционирования ЦОД: как не допустить ошибок? Часть 1
На этапах монтажа, пусконаладки и ввода в эксплуатацию холодильной техники есть ряд скрытых работ. Их особенность в том, что допущенные в них ошибки проявляют себя не сразу. Система запустится и будет работать, но через какое-то время — это может быть как пара месяцев, так и 2-3 года — внезапно выйдет из строя, например, из-за утечки фреона или поломки компрессора.
В первую очередь речь идет о таких процессах, как опрессовка и вакуумирование. Они критически важны для надежной и долгой службы системы. Однако именно из-за того, что последствия отсрочены, к ним часто относятся недостаточно ответственно.
Как должны быть выполнены эти работы? Что нужно знать заказчику и что он может сделать, чтобы убедиться в их качестве и предотвратить потери? Мы подготовили практическую инструкцию по важным моментам, которые нужно учесть и проконтролировать.
Сегодня говорим о первом из этих процессов — опрессовке.
Процесс опрессовки
Зачем нужна опрессовка
Когда трасса смонтирована, ее нужно проверить на герметичность. Для этого выполняется опрессовка: внутри трассы создают избыточное давление и замеряют его через некоторое время. Если герметичность контура нарушена, давление в нем упадет. Таким образом можно обнаружить незаметные визуально микротрещины, через которые просачивается опрессовочный материал (в случае с холодильными системами — газ), а впоследствии будет выходить хладагент.
Если этот процесс провести неправильно, то можно пропустить течь. И уже после запуска система внезапно отключится из-за падения давления.
Как должна выполняться опрессовка
Опрессовка производится по определенному регламенту для холодильных систем. Для систем с разными хладагентами он может различаться. В общем виде последовательность действий выглядит так.
- Контур заполняют азотом. В зависимости от объема системы это может занять от 2-3 до 30 минут.

- После этого системе нужно дать 30-60 минут “постоять”, чтобы газ равномерно распределился.
- Проводят контрольный замер показаний. Его результаты фиксируют, затем отключают манометрическую станцию.
- Через сутки выполняют повторные замеры, которые покажут, есть ли падение давления.

Последний пункт особенно важен. Между замерами необходимо подождать достаточное время — в среднем около суток — чтобы получить достоверные результаты. Это требование часто не соблюдают и снимают показания уже через час-два, чтобы ускорить процесс.
Процесс замера показаний
Как избежать ошибок при опрессовке
При проведении опрессовки (как и других работ) важно соблюдать и технические требования, и регламент процедур. Но, пытаясь сэкономить время и ресурсы, подрядчики нередко нарушают и то, и другое. В результате, во-первых, через некоторое время техника внезапно выходит из строя. И во-вторых, оказывается сложно найти причины поломки и ответственных за нее.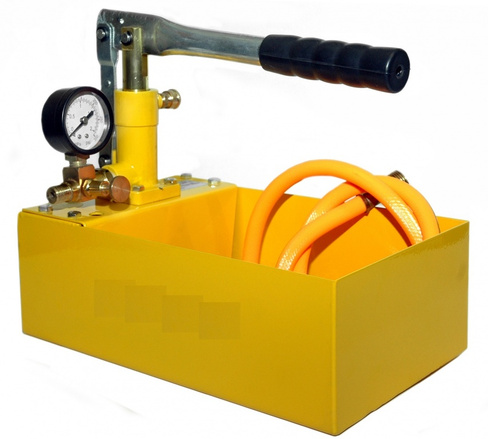
На что обратить внимание заказчику? Основные контрольные точки.
- Каждый этап работ должен быть подтвержден актом.
Независимо от того, выполняют ли разные работы разные подрядчики или специалисты из одной компании — каждый этап должен быть передан с оформлением фиксирующих документов.
После монтажа выдается акт о том, что система смонтирована и готова к опрессовке. Следующий акт — о принятии результатов опрессовки и передаче на вакуумирование. В нем обязательно указывается остаточное давление в контуре.
Впоследствии, если в системе возникнут проблемы, это позволит быстрее найти причину.
- Заказчику (или его представителю) стоит лично присутствовать при опрессовке.
Если этого не сделать, то заказчик получит только готовый результат, не зная, как шел процесс. Если в будущем всплывут проблемы, связанные с ошибками опрессовки, у него не будет оснований предъявить претензии. К тому же присутствие заказчика само по себе снизит вероятность халатного отношения.
Личный визуальный контроль нужен на обоих этапах опрессовки. При заправке контура необходимо убедиться, что процедура проводится по измерительным приборам с нужным уровнем давления. При снятии показаний — проверить, выдержано ли нужное время, проконтролировать цифры и подтвердить, что в акт опрессовки внесены верные данные.
Кроме того, полезно заранее изучить регламент, по которому будет производиться опрессовка. Чтобы не разбирать техническую документацию и ГОСТы целиком, можно попросить организацию, ответственную за опрессовку, предоставить памятку с кратким описанием процесса и норм оценки показателей.
- Опрессовку нужно проводить азотом особой чистоты.
Фреоновые машины необходимо опрессовывать азотом особой чистоты, который имеет минимальное количество примесей и не содержит воды. Вода губительно сказывается на масле: в процессе трения образуется щелочь, которая разъедает обмотку компрессора и приводит к замыканию обмоток. Плюс к тому, вода не может смазывать цилиндры компрессора, что приводит к заклиниванию.
- Важно использовать электронную манометрическую станцию.
Сейчас такое оборудование доступно любой серьезной монтажной организации, а его использование значительно повышает качество работ. Устаревшие механические приборы имеют низкую точность — до 5 бар, которой недостаточно для определения показателей давления. Электронные станции определяют его с точностью до сотых долей единицы.
- Рекомендуется опрессовывать давлением с коэффициентом 1,25 от рабочего.
Система должна быть не только герметичной, но и прочной, чтобы не разорваться при высоких нагрузках. Поэтому, чтобы проверить ее запас прочности, по правилам опрессовку проводят давлением 1,25 от рабочего. Например, если максимальное давление в системе составляет 10 бар, то опрессовку проводят на 12,5 бар. Это гарантирует, что при максимальном давлении трубопровод не лопнет и система не потечет.
Правда, здесь есть нюанс. Если система имеет нестандартное рабочее давление (уже есть системы с показателями до 45 бар), то это правило соблюсти не всегда возможно. В таких случаях нужно ориентироваться на рекомендации по опрессовке от производителя.
В таких случаях нужно ориентироваться на рекомендации по опрессовке от производителя.
- Опрессовку вакуумированием выполнять нельзя.
Иногда монтажные организации предлагают пропустить опрессовку как самостоятельный этап, проведя так называемую “опрессовку вакуумированием”. Предполагается, что если система хорошо держит вакуум — это само по себе подтверждает ее герметичность. Однако это в корне неверно.
После остановки вакуумного насоса давление в системе будет расти из-за постепенного выпаривания газов, которые содержатся в масле. Этот процесс скомпенсирует падение давления при утечке. Поэтому с помощью вакуумирования оценить герметичность контура невозможно.
Конечно, этим списком не исчерпываются все нюансы. Тем не менее, такой “обязательный минимум” значительно снизит вероятность сбоев в работе систем кондиционирования из-за некачественной опрессовки.
Вы можете проконтролировать все эти моменты самостоятельно, а если необходимо — всегда готовы помочь наши специалисты. Мы можем взять на себя как проведение этих работ, так и контроль за их выполнением.
Мы можем взять на себя как проведение этих работ, так и контроль за их выполнением.
Что дальше? После правильно выполненной опрессовки система передается на вакуумирование. К нему мы и перейдем в следующей статье.
Что такое опрессовка? Виды опрессовочных насосов.
При вводе в эксплуатацию новых домов, или при переделке уже существующих систем водоснабжения в старых домах, необходимо производить проверку герметичности таких систем. Это обязательное мероприятие, направленно на предотвращение негативных последствий, таких как провыв труб и затопление этажей. От плесени и сырости потом избавиться сложнее и трудозатратнее. А если учесть сумму, которая может пойти на ремонт помещений и труб, то опрессовка является незаменимым средством профилактики.
Итак, опрессовка – это способ гидравлического испытания закрытой системы отопления и водоснабжения, используя избыточное давление. Опрессовку, как правило, проводят после окончательного монтажа отопительных систем, и систем холодного и горячего водоснабжения. Часто, опрессовку применяют для систем газоснабжения, а также после укладки местных и магистральных трубопроводов. Некоторое оборудование, к примеру газовые баллоны, также подлежит обязательной периодической опрессовке.
Часто, опрессовку применяют для систем газоснабжения, а также после укладки местных и магистральных трубопроводов. Некоторое оборудование, к примеру газовые баллоны, также подлежит обязательной периодической опрессовке.
Как вид испытания, опрессовка – имеет достаточно простую в проведении методику, однако, требует аккуратности и специализированного насосного оборудования.
Гидравлическая опрессовка проводится для испытания и проверки трубопроводов различного диаметра, резервуаров, сосудов, а также самых различных узлов и механизмов на прочность и герметичность под высоким давлением, которое создается тем или иным, специализированным устрйоством, путем накачивания жидкостью. Причем, в качестве закачиваемой жидкости может выступать вода или масло, а в качестве закачивающего устройства, как правило, выступает опрессовочный насос.
Опрессовка – это процесс, поэтому необходимо привести порядок его проведения:
По завершению сборки всей системы из труб, будь то система отопления или водоснабжения, её необходимо полностью заполнить жидкостью. Такое требование обусловлено тем, что у насосов для опрессовки, часто, небольшая подача, т.е. заполняя систему опрессовщиком, на это может уйти много времени и ручных сил. Поэтому, сначала, для заполнения системы используют обычный бытовой насос, либо подключают замкнутую систему к стационарному водопроводу. После заполнения системы жидкостью, к ней подключают уже, непосредственно, сам опрессовочный насос, которым и создается избыточное давление внутри системы. Величина такого давления, как правило, в два, а то и три раза превышает рабочее давление. Рабочее давление – это давление в системе, под которым такая система будет функционировать после введения её в эксплуатацию.
Такое требование обусловлено тем, что у насосов для опрессовки, часто, небольшая подача, т.е. заполняя систему опрессовщиком, на это может уйти много времени и ручных сил. Поэтому, сначала, для заполнения системы используют обычный бытовой насос, либо подключают замкнутую систему к стационарному водопроводу. После заполнения системы жидкостью, к ней подключают уже, непосредственно, сам опрессовочный насос, которым и создается избыточное давление внутри системы. Величина такого давления, как правило, в два, а то и три раза превышает рабочее давление. Рабочее давление – это давление в системе, под которым такая система будет функционировать после введения её в эксплуатацию.
Особенно важным является соблюдение границ предельного избыточного давления, посокльку, если переборщить с давлением, то можно разрушить абсолютно любую систему, подав слишком высокое для неё давление. В электрических опрессовщиках, как правило, встраивается механический ограничитель давления (например, перепускной клапан, регулируемый в ручном режиме путем поджатия). В то же время, максимальное давление ручного насоса для опрессовки, ограничивается самим мастером, который должен следить за ним по мере накачивания.
В то же время, максимальное давление ручного насоса для опрессовки, ограничивается самим мастером, который должен следить за ним по мере накачивания.
При достижении желаемого давления в системе, опрессовщик отключают, и следят только за стрелкой манометра. Система считается полностью герметичной и пригодной к эксплуатации, в случае, если она держит опрессовочное давление. В случае, если замкнутая система не выдержала проверку и давление упало, то место протечки необходимо найти и устранить (переделать), после чего испытание опрессовщиком ещё раз.
! Проводить испытание избыточным давлением необходимо используя именно жидкость (т.е. проводить гидроиспытание). И хотя, сжатый воздух подать в систему гораздо проще, такое требование обуславливается физическими свойствами жидкостей – а именно несжимаемостью. Таким образом, если система окажется непрочной, и в результате гидроиспытания разрушится, то, в отличие от пневматических испытаний воздухом, не произойдёт взрыва, или сопутствующих разуршений, а место протечки, можно будет легко отследить.
Как можно было понять, процесс опрессовки неразрывно связан с такими устройствами, как опрессовщики.
Опрессовщик или опрессовочный насос – это специальный, профессиональный, строительный инструмент, который предназначается для проведения технических испытаний давлением систем, узлов и агрегатов.
Помимо основного своего назначения – испытания на прочность и герметичность различных инженерных систем, опрессовщики могут быть использованы как перекачивающие станции или как ручные насосы.
Опрессовочные насосы, в зависимости от типа привода, подразделяют на электрические и ручные.
—Ручные опрессовщики. Положительными качествами таких насосов являются такие характеристики, как: дешевизна, малый вес для легкости в транспортировке, простота в работе. При всем при этом, ручные опрессовочные насосы имеют рабочее давление до 500 атмосфер, и, как правило, комплектуются баком, встроенным манометром, и шлангами высокого давления. Таким образом, за малые деньги, покупатель получает весь комплект оборудования, который необходим для опрессовки в одной коробке. Минусом ручного опрессовщика является, непосредственно, ручной привод, а также сравнительно низкая производительность (перекачивающая способность).
Минусом ручного опрессовщика является, непосредственно, ручной привод, а также сравнительно низкая производительность (перекачивающая способность).
Ручные опрессовщики обладают относительно простой конструкцией и применяются, в основном, для проведения небольших объемов работ, либо же, на таких участках трубопровода, где отсутствует электропитание или не подведено водоснабжение. Ручные опрессовочные насосы представлены такими устройствами, как: RP-30, RP-50 , ГН-200М, ГН-60, ОГС-30, НР-60, НИР-25 и НИР-60.
— Электрические опрессовщики. Бесспорным плюсом таких устройств являются высокая производительность, высокое рабочее давление и электропривод, благодаря которому, непосредственное участие специалиста в процессе опрессовки сведено к минимуму. Не смотря на относительно большой вес, электроопрессовщики остаются мобильными устройствами. Главным минусом электрического опрессовочного насоса является потребность в электропитании. Такие опрессовщики имеют достаточно большой вес и высокую стоимость.
Такие опрессовщики имеют достаточно большой вес и высокую стоимость.
Электрические опрессовочные насосы предназначаются для автоматической закачки, а также последующего определения герметичности различных закрытых инженерных систем. Такие опрессовщики идеальны для проверки давлением трубопроводов и резервуаров, сантехники и отопительного оборудования. Подходят для поверки гидравлических, пневматических, струйных систем, систем охлаждения, оросительных установок, а также, незаменимы при производстве котлов и сосудов высокого давления. Электрические опрессовщики представлены моделями НИЭ-3-60 и НИЭ-6-60 серии «САТУРН».
Дополнительно, опрессовочные насосы, по принципу действия, подразделяют на поршневые, пластинчато-роторные и мембранные.
Практически все производимые в настоящее время опрессовочные ручные и электрические насосы являются самовсасывающими, причем для подпитки такого насоса, достаточно просто погрузить шланг всасывания в емкость с перекачиваемой водой или маслом. Для удобства, некоторые ручные опрессовочные насосы оснащаются специальным баком для воды и манометром.
Для удобства, некоторые ручные опрессовочные насосы оснащаются специальным баком для воды и манометром.
Выбор опрессовочного насоса, будь то ручной или электрический опрессовщик, зависит от объема системы, которую необходимо опрессовать, и от того, насколько часто приходится выполнять опрессовку. Ручные опрессовщики легче, компактнее, дешевле, нежели их электрические собратья, а также менее требовательны и могут работать в различных условиях. Они значительно проще конструктивно, но могут накачать такое же давление, что и электрические, хоть и дольше по времени. Однако, необходимо понимать, что опрессовать многоэтажный дом ручным опрессовочным насосом практически невозможно.
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где изображение отсутствует. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
На платформах с учетом регистра символов PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress часто могут возникать ошибки 404 Page Not Found, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1: Исправьте постоянные ссылки
- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
- Нажмите Сохранить настройки .

Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccess
Добавьте следующий фрагмент кода 9index.php$ — [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .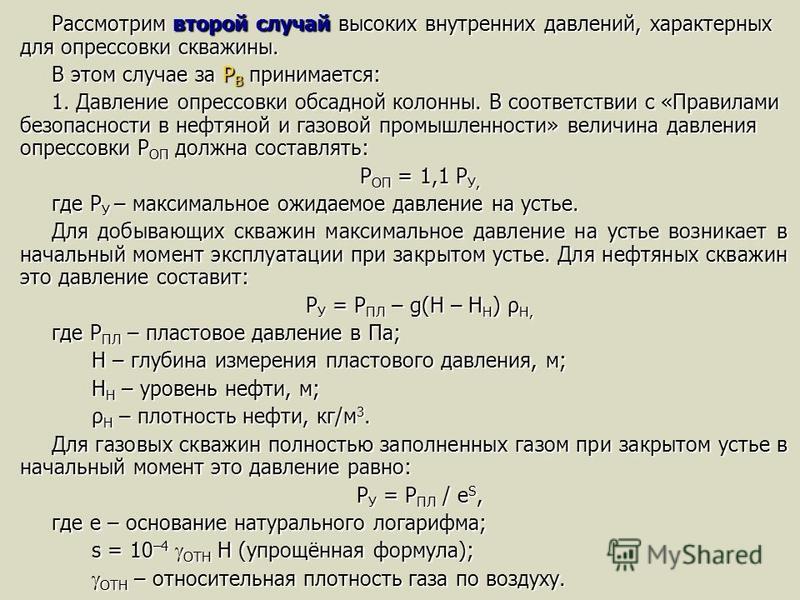 htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Используйте SSH и текстовый редактор
- Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок «Диспетчер файлов ».
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) «.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Для редактирования файла .htaccess
- Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
- Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
- При необходимости отредактируйте файл.
- Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
- Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
- После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
 Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.Инструменты для сварки давлением/обжимные инструменты, простые инструменты для сварки давлением для моделей разъемов для сварки давлением | MISUMI
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15 июня 2022 г. этот сайт не поддерживает рекомендуемую среду.
- МИСУМИ Главная>
- Компоненты проводки>
- Инструмент общего назначения>
- Инструменты для обжима и IDC>
- Инструменты для сварки давлением/обжимные инструменты, простые инструменты для сварки давлением для соединителей моделей для сварки давлением
- Скидка за объем
 org/Brand»> MISUMI
org/Brand»> MISUMIMISUMI
Соединитель шириной 6–15 мм, который можно приваривать давлением
● Используйте прилагаемое крепление в соответствии с шириной соединителя.
● Возможная рабочая высота для сварки давлением, мин. 9 мм (с установленной насадкой), макс. 26 мм (без установленной насадки).
● Диапазон подвижного зажима, макс. 10 мм
● Длина: 245 мм Вес: 460 г
· Крепление для фиксации разъема отдельно не продается.
· Когда требуется высокая надежность соединения между разъемом и электрическим проводом, используйте специальный инструмент, предоставляемый производителем разъема.
(i)Осторожно
- 【Нижеуказанные продукты доступны через нашу службу резки кабеля с короткими сроками доставки】
1. Кабели управления и КИПиА
2. Гибкие кабели для роботов
3. Изолированные провода (одножильные провода)
Specifications
More Information
Table of Possible Connectors for Pressure Welding
| D-sub Connector (EMI pressure welding type) | FD*-*P (male) FD* -*S (гнездо) |
| Соединитель D-sub (тип сварки давлением EMI) | FD*-*PF05 (штекер) FD*-*S05 (гнездо) |
| Разъем Centronics (универсальный для сварки давлением с пружинным замком) | 57F-30***-20S (штекер) 57F-40***-20S (гнездо) |
| Соединитель Centronics (сварка давлением EMI) | 57FE-30***-20N-D8 (штекер) 57FE-40***-20N-D8 (гнездо) |
| Соединитель FCN, свариваемый под давлением | FCN-367J***-AU-F (гнездо) |
| Соединитель MILSocket Привариваемый под давлением разъем-розетка (без замка) | 79**-B500FL-3448 (гнездо) HIF3**-**D-2,54R (гнездо) * Не может использоваться для сердечника типа 60/64.  |