Классификация вагонки по сортам таблица: Виды и сорта вагонки (евровагонки). ГОСТ 8242-88 и DIN 68-126/86 — допуски и отличия
Вагонка, виды и классификация
Вагонкой называются тонкие обшивочные панели с соединением в “шип-паз”. Изделия используются для наружной и внутренней отделки жилых и офисных зданий, технических, мансардных и подсобных помещений, саун, бань, балконов, лоджий, беседок и террас.
Виды материала
Традиционно ламели изготавливается из натурального дерева, поэтому этот вид будем рассматривать подробно. Кроме деревянных изделий выпускаются следующие разновидности:
- Пластиковая. Детали изготовляются из поливинилхлорида методами экструзии с полыми сотами по всей длине, что обуславливает их высокие тепло- и звукоизоляционные характеристики. Использование для производства ПВХ дополнительно обеспечивает следующие достоинства:
- Возможность эксплуатации во влажной среде и температурном диапазоне от -50 до +50°С, что позволяет обшивку ванных комнат и санузлов;
- Не подверженность коррозии, гниению и негативному влиянию ультрафиолета;
- Не требуется дополнительная обработка поверхности;
- Достаточная долговечность;
- Большой диапазон текстуры и цветовых решений с отличной имитацией драгоценных пород дерева и ценных минералов;
- Низкая стоимость.

Минусом можно считать меньшую, по сравнению с натуральным деревом, прочность к механическим воздействиям.
- МДФ-панели, получаемые прессованием мелкодисперсной сухой стружки в условиях высокой температуры и давления. Древесные частицы надёжно склеиваются выделяющимся из дерева лигнином. Получаются монолитные, прочные и лёгкие детали. Отличаются разнообразием расцветок и стилизацией под мрамор, дерево, гранит и другие природные материалы. Экологичность, без выделения фенола и эпоксидных смол, позволяет облицовку в медицинских и общественных учреждениях, спальнях и детских комнатах.
- Алюминиевые, используются реже из-за высокой стоимости. Обладают всеми преимуществами присущими алюминию.
- Изделия из природного дерева, о которых рассказано далее, экологичны и оказывают благотворное влияние на человеческий организм.

Классификация вагонки по сортам
Облицовочные доски изготавливаются из любых древесных пород:
- хвойных: сосны, кедра, пихты, ели, лиственницы;
- лиственных: дуба, клёна, бука, липы, ясеня, ореха, осины, ольхи.

Хвойные породы, благодаря высокому содержанию смолистых веществ, более стойки к загниванию и увлажнениям, что позволяет их успешное применение в наружных отделках. Красивая текстура досок из кедра, ели и сосны создаст привлекательность внутри помещений. Но сорта вагонки из сосны неприемлемы для обшивки банных парилок из-за выделяющейся при высоких температурах смолы и появления неприятных запахов. Для этих целей используется липа, ольха или осина, обладающие свойствами не нагреваться и не обжигать кожу человека.
Дубовые и буковые ламели красивы, но отличаются повышенной трудоёмкостью в обработке и высокой ценой.
Изделия изготавливаются и из ценных экзотических пород, произрастающих в тропиках. Чаще всего используется красное дерево. Но, несмотря на замечательные свойства такой продукции, её распространение ограниченно высокими ценами.
Изготовление осуществляется в соответствии со следующими требованиями:
- ГОСТ — отечественный стандарт, общий для всех производителей;
- DIN — европейского стандарта;
- ТУ — технических условий, которые разработаны самостоятельно индивидуальными производителями, то есть на разных предприятиях они различны. Это создаёт определённые трудности разделения изделий по сортности или классам.
 Это создаёт определённые трудности разделения изделий по сортности или классам.
Это создаёт определённые трудности разделения изделий по сортности или классам.
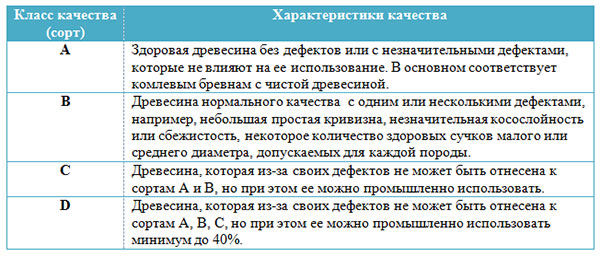
Класс вагонки или сорт определяется по качеству используемого сырья, которое определяется визуально, и выполненной обработке. Эти характеристики подробно расписаны в нормативной документации, основной упор сделан на наличие трещин, гнили, смолянистых карманов, ровности панели, количестве допустимых сучков, имеющейся синевы и других дефектов.
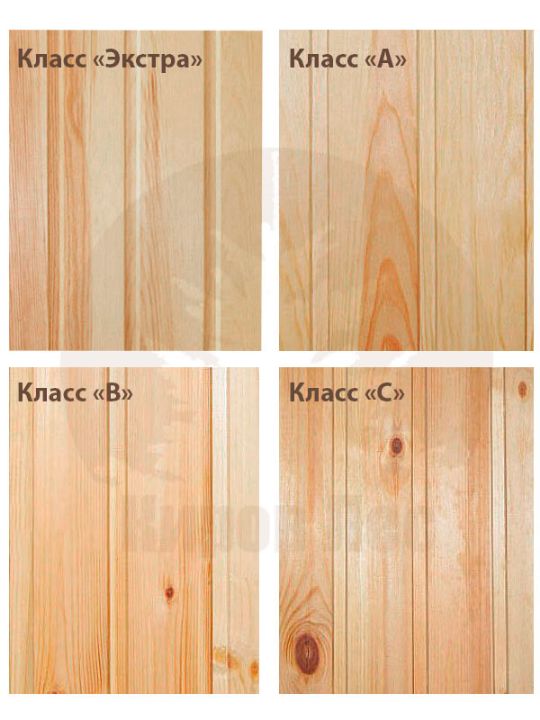
Классы вагонки, в чем разница
В зависимости от получившегося качества поверхности изделий их подразделяют на следующие сорта:
- Премиум или Экстра. Доски отличаются идеальной поверхностной обработкой, недопустимы даже малейшие дефекты. Этого практически невозможно добиться при изготовлении из цельного массива, поэтому используется сращивание отдельных частей. Деталям не требуется подгонка, они легко фиксируются. Крепление выполняется только при помощи специальных зажимов, входящих в комплектацию поставки. Красоту подчёркивает заводское покрытие лаком. Элитная облицовка стоит дорого, используется для внутренней отделки престижных загородных домов. Для сохранности деталей при хранении и транспортировки их обычно упаковывают в вакуумные упаковки.
- Вагонка сорт А. Отличается минимальным количеством дефектов. Недопустимы гниль, синева, прорость, обзол, сердцевина древесины. Допустимо:
- небольшая шероховатость поверхности в отдельных местах;
- незначительные смоляные кармашки;
- трещины несквозного характера и малых размеров;
- здоровые сросшиеся невыпадающие сучки диаметром ≤ 1,5 см не более одного на длине погонного метра.
- Класс B или 2-ой сорт вагонки. Допускает большее количество видимых дефектов. На торцах замковых частей может иметься непрострожка, не препятствующая обшивке. Допустимы сколы, вмятины, несквозные и без выхода на торцы трещины, запилы, но величина подобных дефектов должна быть ≤ 15-ти мм на длине 30-ть см. Глубина дефектных мест ограничивается 0,5-ю мм. Могут иметься засмолки, синева поверхности до 10-ти %, сердцевина и прорость на ширине ≤ 20-ти см. Здоровые невыпадающие сучки не регламентируются по размерам, но их на планке должно быть ≤ 4-х штук. Чёрные сучки ≤ 2-х см. Выпадающие и гнилые сучки не допускаются. Бюджетная цена делает материал привлекательным, а дефекты устраняются и маскируются шпатлеванием, затиркой и окрашиванием.
- Вагонка сорт С — самая дешёвая категория. Это третьесортные материалы, отбракованные из класса B. Качество ниже только у дров. Запрещено применение гнилых досок, а остальные дефекты не ограничиваются. Облицовка такими изделиями требует обрезки негодных частей, доработки и подгонки. Никакой профессионал с таким материалом работать не будет. При облицовке собственными силами может применяться в черновой обшивке, выполняемой в подсобных помещениях.
 Крепление выполняется только при помощи специальных зажимов, входящих в комплектацию поставки. Красоту подчёркивает заводское покрытие лаком. Элитная облицовка стоит дорого, используется для внутренней отделки престижных загородных домов. Для сохранности деталей при хранении и транспортировки их обычно упаковывают в вакуумные упаковки.
Крепление выполняется только при помощи специальных зажимов, входящих в комплектацию поставки. Красоту подчёркивает заводское покрытие лаком. Элитная облицовка стоит дорого, используется для внутренней отделки престижных загородных домов. Для сохранности деталей при хранении и транспортировки их обычно упаковывают в вакуумные упаковки.
 Допустимы сколы, вмятины, несквозные и без выхода на торцы трещины, запилы, но величина подобных дефектов должна быть ≤ 15-ти мм на длине 30-ть см. Глубина дефектных мест ограничивается 0,5-ю мм. Могут иметься засмолки, синева поверхности до 10-ти %, сердцевина и прорость на ширине ≤ 20-ти см. Здоровые невыпадающие сучки не регламентируются по размерам, но их на планке должно быть ≤ 4-х штук. Чёрные сучки ≤ 2-х см. Выпадающие и гнилые сучки не допускаются. Бюджетная цена делает материал привлекательным, а дефекты устраняются и маскируются шпатлеванием, затиркой и окрашиванием.
Допустимы сколы, вмятины, несквозные и без выхода на торцы трещины, запилы, но величина подобных дефектов должна быть ≤ 15-ти мм на длине 30-ть см. Глубина дефектных мест ограничивается 0,5-ю мм. Могут иметься засмолки, синева поверхности до 10-ти %, сердцевина и прорость на ширине ≤ 20-ти см. Здоровые невыпадающие сучки не регламентируются по размерам, но их на планке должно быть ≤ 4-х штук. Чёрные сучки ≤ 2-х см. Выпадающие и гнилые сучки не допускаются. Бюджетная цена делает материал привлекательным, а дефекты устраняются и маскируются шпатлеванием, затиркой и окрашиванием.
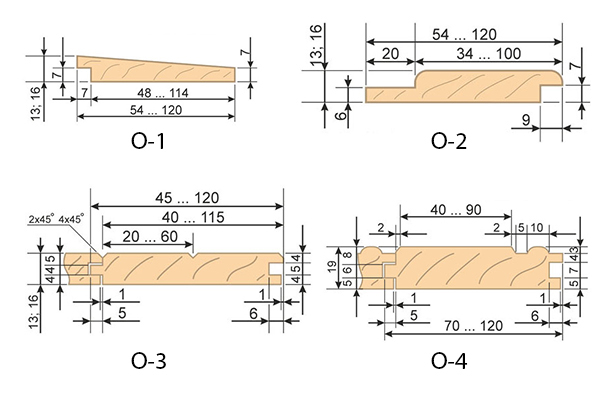
На современном деревообрабатывающем оборудовании производятся панели различных профилей сечения, отличающиеся формой граней, размерами и конфигурациями замков, различным выполнением лицевых и тыльных поверхностей.
Различаются следующие основные разновидности профилей:
- “Стандарт”, являющимся базовым не только для деревянных изделий, но и для изготовленных из других материалов. Сечение имеет трапециевидную форму со скосом кромок под углом 30-ть градусов, с гребнями и пазами для соединения “в шип-паз”. Длина гребня делается меньше нужной для плотного прилегания к глубине паза, зазор компенсирует рассыхание дерева в процессе эксплуатации. Размер вагонки Стандарт по длине составляет до 6-ти м, при ширине ≤15-ть см и толщине 12…25 мм.
- “Штиль” отличается от первых панелей наличием закруглённых углов, остальные характеристики аналогичны.
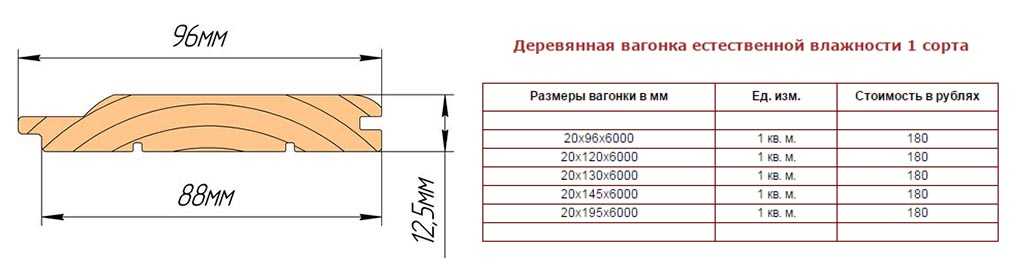
- “Евровагонка”. Изготавливается в соответствии с западноевропейским стандартом DIN, регламентирующим более строгие требования к влажности сырья и качественной обработке лицевой поверхности. Имеет глубокий пазо-гребневый замок, что обуславливает появление на облицовочной поверхности закрытых шипами промежутков. Тыльная сторона деталей имеет специальные вентиляционные бороды, предотвращающие скопление влаги в местах примыкания досок к обрешётке, а также устраняющие внутренние напряжения в древесине при температурных и влажностных перепадах. Толщина 12,5 мм, при ширине 60…160 мм, длина от 1,8 до 6-ти м. Оптимальная полезная ширина вагонки из сосны по евростандарту 88 мм (без учёта выступающего гребня).
- Двухсторонние панели, обе стороны лицевые. Это даёт возможность устраивать тонкие декоративные перегородки.
- “Американка”. В таких видах профилей выполняется плавные переходы от шипов к середине лицевых частей, благодаря этому получается имитация облицовки брусом, как сайдинг. Размер такой вагонки из сосны более массивен (≥ 2-х см) и широк (≥ 14-ти см). Применяется для облицовки фасадов, расположение только горизонтально.
- “Ландхаус”, самые дорогие разновидности. Их лицевая поверхность фрезеруется с нанесением различных сложных рисунков или горячим теснением под прессом с получением эффекта резьбы по дереву.
 Имеет глубокий пазо-гребневый замок, что обуславливает появление на облицовочной поверхности закрытых шипами промежутков. Тыльная сторона деталей имеет специальные вентиляционные бороды, предотвращающие скопление влаги в местах примыкания досок к обрешётке, а также устраняющие внутренние напряжения в древесине при температурных и влажностных перепадах. Толщина 12,5 мм, при ширине 60…160 мм, длина от 1,8 до 6-ти м. Оптимальная полезная ширина вагонки из сосны по евростандарту 88 мм (без учёта выступающего гребня).
Имеет глубокий пазо-гребневый замок, что обуславливает появление на облицовочной поверхности закрытых шипами промежутков. Тыльная сторона деталей имеет специальные вентиляционные бороды, предотвращающие скопление влаги в местах примыкания досок к обрешётке, а также устраняющие внутренние напряжения в древесине при температурных и влажностных перепадах. Толщина 12,5 мм, при ширине 60…160 мм, длина от 1,8 до 6-ти м. Оптимальная полезная ширина вагонки из сосны по евростандарту 88 мм (без учёта выступающего гребня).
 Их лицевая поверхность фрезеруется с нанесением различных сложных рисунков или горячим теснением под прессом с получением эффекта резьбы по дереву.
Их лицевая поверхность фрезеруется с нанесением различных сложных рисунков или горячим теснением под прессом с получением эффекта резьбы по дереву.
Размеры деревянной вагонки
Единых стандартных размеров, из-за широкого применения производителями собственных технических условий, не существует. Согласно гостовским нормам длина может составлять от нескольких десятков см до 6-ти м. Толщина может варьироваться в пределах от 12-ти до 25-ти мм. Для внутренней отделки используется до 16-ти мм, а более толстые для наружной обшивки. Ширина вагонки деревянной по ГОСТ ≤ 15-ти см.
Более нормирована размерность по евростандарту DIN:
- длина — 0,5…6 м;
- толщина ламелей — 12,5; 16 и 19 мм.;
- ширина — 8, 10, 11 и 12 см.
Узкие изделия меньше подвержены деформациям и более устойчивы к механическим воздействиям.
Часто поверхность обшивается ламелями разной ширины для достижения различных декоративных эффектов.
Расчёт необходимого количества облицовочного материала
После замеров поверхностей подлежащих обшивке, определяется нужное количество ламелей.
Сколько в кубе вагонки квадратных метров несложно подсчитать самостоятельно. Для этого достаточно перевести полезную ширину и толщину выбранных ламелей в метры, затем выбрать длину панелей с учётом возможной обрезки торцов.
Подбор оптимальной длины несложен, существующие размеры имеют градацию в 10-ть см. После перемножения полученных значений получается объём одной доски. Разделив единицу на полученный результат, получаем искомую цифру.
Также, сколько вагонки в кубе представлено в таблицах, имеющихся в технических справочниках. Но это не всегда удобно. Для обшивки небольших поверхностей, что чаще всего происходит в индивидуальных домовладениях, панели приобретаются в небольших количествах и поэтому рекомендуется выполнять расчёт требуемого количества ламелей в штуках.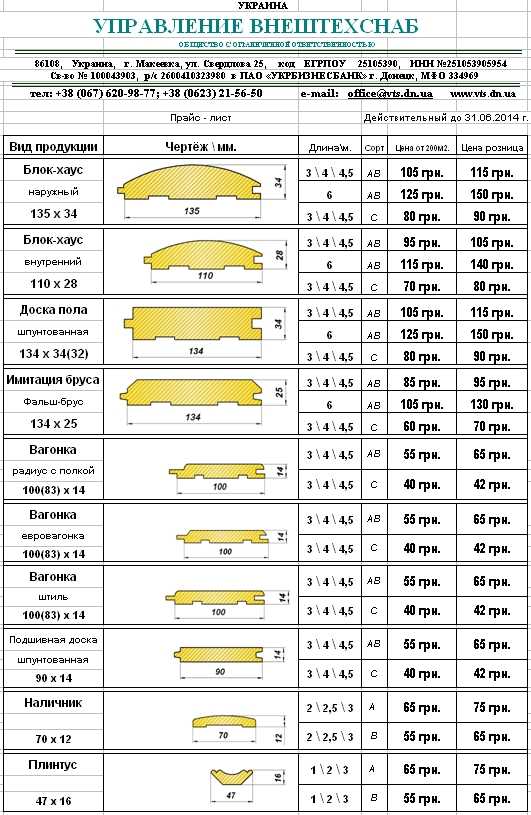 Для этого площадь планируемой облицовки делится на площадь одной ламели. Получается нужное количество штук ламелей. Если стоимость деталей указана в кубах, то таблица, сколько штук вагонки в 1 кубе, также имеется в строительных справочниках.
Для этого площадь планируемой облицовки делится на площадь одной ламели. Получается нужное количество штук ламелей. Если стоимость деталей указана в кубах, то таблица, сколько штук вагонки в 1 кубе, также имеется в строительных справочниках.
Выполнив расчёты или воспользовавшись табличными данными можно избежать ненужных затрат. Необходимо учесть 10-ти процентный запас на обрезку дефектных мест деталей.
- Внешняя отделка
Особенности и преимущества вагонки из осины
ГлавнаяСтатьи Особенности осиновой вагонки
Таблица сортности
| Сорт Вагонки | |||
| Высший сорт | Первый сорт | Сорт А | |
Внешний вид | Поверхность по цвету и структуре — однородная, допускаются мелкие отклонения в цвете (небольшой водоносный слой, заросшая почка размером со спичечную головку) | Малозаметные оттенки, вызванные наличием водоносных слоёв | Оттенки, вызванные наличием водоносных слоёв |
| Трещины | Не допускаются! | Небольшое количество глубиной менее ¼ от толщины изделия | |
| Сучки | Не допускаются! | ||
| Сколы | Не допускаются! | один скол не более 10 мм2 на один погонный метр изделия | |
Особенности
Вагонка осина – строганная доска с углублениями на одном торце (пазами) и выступами на другом (шипами). Материал готов к простому использованию для финишной отделки. Крепление «шип-паз» дает максимально плотное прилегание элементов и эстетичность внешнего вида.
Материал готов к простому использованию для финишной отделки. Крепление «шип-паз» дает максимально плотное прилегание элементов и эстетичность внешнего вида.
Вагонка из осины от производителя делится на 3 класса по сортам:
- Класс «А» — с небольшим количеством трещин, глубина которых не более 25% от толщины доски. Количество сколов – менее 10 мм² на погонном метре изделия.
- Первый сорт, где допускаются незначительные оттенки за счет водоносных слоев. Сучки и заметные трещины, сколы – отсутствуют.
- Высший «Экстра» сорт без сучков с равномерным цветом. Допускается минимальное вкрапление заросших почек, размер которых не превышает спичечную головку.
В нашей компании можно купить бессучковую вагонку из осины с длиной до 300 см, рабочей шириной – до 82 мм.
Достоинства осиновых досок
Осина – природный материала с высокой плотностью (500 кг/м³) широко применяется для создания пиломатериалов, мебели экстра класса, изделий для внутренней отделки помещений и элементов декора.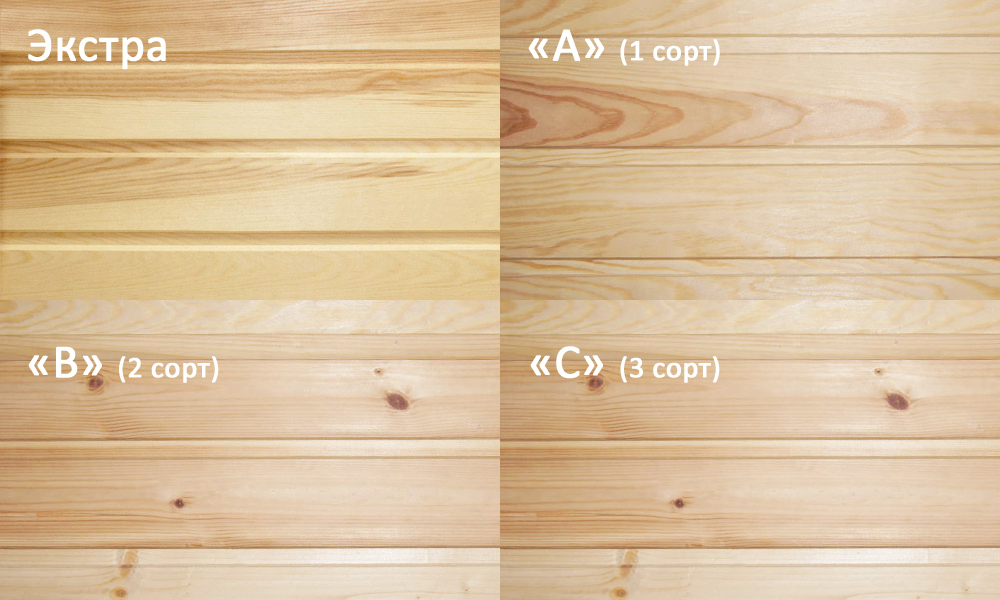
К достоинствам осиновых пиломатериалов относят:
- Устойчивость к деформации и растрескиванию;
- Термостойкость – выдерживает нагрев до +130 ⁰С;
- Низкая теплопроводность – древесина плохо нагревается;
- Отсутствие древесных смол;
- Влагостойкость, сопротивляемость появлению грибков;
- Шумоизолирующие свойства;
- Длительность эксплуатации.
Оттенок досок из осины – кремово-бежевый, светлый с приятной структурой. Свой природный цвет древесина сохраняет на протяжении всего периода эксплуатации. Помимо внутренней ошибки бани и сауны осиновые доски подходят для отделки балконов, жилых помещений, наружной облицовки стен.
Наша компания работает с 1999 года. Для удобства клиентов предусмотрен бесплатный выезд мастера. Он проводит расчет количества пиломатериалов, чтобы строительство обходилось дешево. Для получения консультации звоните по номеру 8 (911) 923-59-06.
Система классификации почв AASHTO — Диаграмма AASHTO
Помимо классификации почв по другим критериям, Система классификации почв AASHTO классифицирует почвы на семь основных групп, названных от A-1 до A-7, на основе их относительного ожидаемого качества для дорожных насыпей , основания , основания и основания . Некоторые из групп, в свою очередь, делятся на подгруппы, например, A-1-a и A-1-b . Кроме того, Group Index может быть рассчитан для количественной оценки ожидаемых характеристик почвы в группе. Чтобы определить классификацию почвы в системе AASHTO, сначала определяют относительные пропорции гравия, крупнозернистого песка, мелкозернистого песка и алевритовой глины.
Некоторые из групп, в свою очередь, делятся на подгруппы, например, A-1-a и A-1-b . Кроме того, Group Index может быть рассчитан для количественной оценки ожидаемых характеристик почвы в группе. Чтобы определить классификацию почвы в системе AASHTO, сначала определяют относительные пропорции гравия, крупнозернистого песка, мелкозернистого песка и алевритовой глины.
| Общая классификация | Гранулированные материалы (35 % или менее проходят через сито 0,075 мм) | Алевритово-глинистые материалы (>35% проходят через сито 0,075 мм) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Групповая классификация | А-1 | А-3 | А-2 | А-4 | А-5 | А-6 | А-7 | ||||
| А-1-а | А-1-б | А-2-4 | А-2-5 | А-2-6 | А-2-7 | А-7-5 А-7-6 | |||||
| Ситовой анализ, % прохождения | |||||||||||
| 2,00 мм (№ 10) | 50 макс. | … | … | … | … | … | … | … | … | … | … |
| 0,425 (№ 40) | 30 макс. | 50 макс. | 51 мин | … | … | … | … | … | … | … | … |
| 0,075 (№ 200) | 15 макс. | 25 макс. | 10 макс. | 35 макс. | 35 макс. | 35 макс. | 35 макс. | 36 мин | 36 мин | 36 мин | 36 мин |
| Характеристики проходной фракции 0,425 мм (№40) | |||||||||||
| Предел жидкости | … | … | 40 макс. | 41 мин | 40 макс. | 41 мин | 40 макс. | 41 мин | 40 макс. | 41 мин | |
| Индекс пластичности | 6 макс. | Н.П. | 10 макс. | 10 макс. | 11 мин | 11 мин | 10 макс. | 10 макс. | 11 мин | 11 мин | |
| Обычные типы важных составляющих материалов | обломки камня, гравий и песок | мелкий песок | илистый или глинистый гравий и песок | илистые почвы | глинистые почвы | ||||||
| Общая оценка грунтового основания | от отличного до хорошего | от хорошего до бедного | |||||||||
Примечание: Индекс пластичности подгруппы A-7-5 равен или меньше LL — 30. Индекс пластичности подгруппы A-7-6 больше LL — 30
Предел жидкости AASHTO против индекса пластичности
В системе классификации почв AASHTO:
- гравий – материал размером менее 75 мм (3 дюйма), но удерживаемый на сите № 10;
- крупнозернистый песок представляет собой материал , проходящий через сито № 10, но удерживаемый на сите № 40; а мелкий песок представляет собой материал, проходящий через сито № 40, но удерживаемый на сите № 200.
- Материал, проходящий через сито № 200, представляет собой алеврит-глину и классифицируется на основе пределов Аттерберга.
- Следует отметить, что деление между гравием и песком производится в меньшем размере (сито № 10) в Системе классификации почв AASHTO, чем в унифицированной системе (сито № 4).
Во-вторых , если присутствуют мелкие частицы, определяются пределы Аттерберга и рассчитывается индекс пластичности. Почва является гранулированным материалом, если менее 35% массы почвы проходит через сито № 200 (№ 200). Гранулированные материалы классифицируются по группам с А-1 по А-3 . Грунты, проходящие через сито № 200 более 35 %, относятся к пылевато-глинистым и относятся к группе 9.от 0003 А-4 до А-7 . Имея пропорции компонентов и данные о пластичности, вводят одну из двух альтернативных таблиц классификации AASHTO и проверяют слева направо, пока не будет найдена классификация, для которой почва соответствует критериям. Следует отметить, что в этой схеме группа А-3 проверяется перед А-2 . Почвы, классифицируемые как A-1 , обычно представляют собой смеси гравия, крупнозернистого и мелкозернистого песка с хорошим составом. Почвы в подгруппе A-1-a содержат больше гравия, тогда как A-1 -b содержат больше песка.
Следует отметить, что в этой схеме группа А-3 проверяется перед А-2 . Почвы, классифицируемые как A-1 , обычно представляют собой смеси гравия, крупнозернистого и мелкозернистого песка с хорошим составом. Почвы в подгруппе A-1-a содержат больше гравия, тогда как A-1 -b содержат больше песка.
Почвы в группе A-3 обычно представляют собой мелкий песок, который может содержать небольшое количество непластичного ила. Группа A-2 содержит широкий спектр «пограничных» гранулированных материалов, которые не соответствуют критериям групп A-1 или A-3 . Почвы группы A-4 представляют собой илистые грунты, тогда как почвы группы A-5 представляют собой высокопластичный упругий ил. Почвы группы A-6 обычно представляют собой бедные глины, а глины группы A-7 обычно представляют собой высокопластичные глины. Внутри групп, содержащих мелочь, можно рассчитать групповой индекс для дальнейшей оценки относительного качества и вспомогательной ценности материала как основания. Групповой индекс рассчитывается по следующей эмпирической формуле:
Внутри групп, содержащих мелочь, можно рассчитать групповой индекс для дальнейшей оценки относительного качества и вспомогательной ценности материала как основания. Групповой индекс рассчитывается по следующей эмпирической формуле:
Групповой индекс F 35 – ( )0,2 0,005 LL 40 – ( ) + [ ] + 0,01 F 15 – ( )PI 10 – ( )
AASHTO Классификация почвенного видео Учебник
Объяснение сортов гофрокартона: Различные типы картона
Что такое сорта гофрированного картона?
Подробное руководство по сортам гофрокартона/типам картона
Узнайте больше о ключевом компоненте вашей гофроупаковки и о том, как он влияет на все: от стоимости упаковки до производительности
Если вы используете большие объемы упаковки, скорее всего, вы будет знаком с гофрокартоном.
Если вы этого не сделаете, невозможно вести повседневную жизнь, не столкнувшись в какой-то момент с картоном.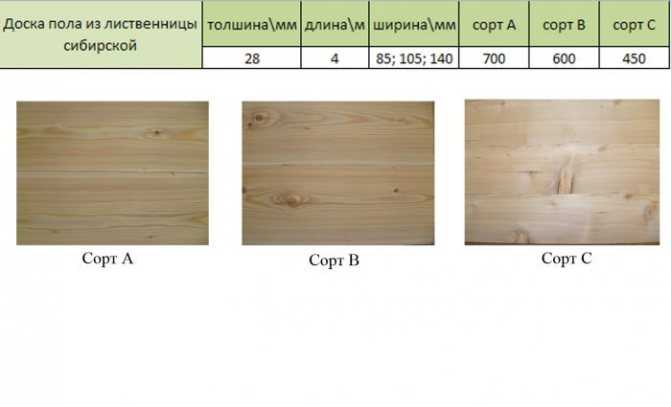
Однако знаете ли вы элементы, определяющие прочность или дороговизну гофрированного картона? Из чего он изготовлен? И какое влияние это может оказать на успех вашей упаковки?
Это руководство призвано объяснить и прояснить все, что вам может понадобиться знать о картоне.
От флейты до gsm, вкладышей до количества стен, все объясняется.
Краткий справочник / Содержание
01: Состав материала
02: Типы бумаги
03: Вес бумаги и GSM
04: Типы стен
05: Описание гофрированного картона
06: Описание гофрированного картона
07: Отдельные виды использования гофрокартона / информация
08: Таблицы веса типов гофрокартона
09: Технические термины
10: Резюме 900 17
01: Состав материала
Как образуется гофрированный материал?
Прежде чем углубляться в технические детали, полезно выделить способ формирования гофрированного картона (если вам нужен полный обзор того, как изготавливается картон, нажмите здесь).
По сути, стандартный лист гофрированного картона состоит из 3-х компонентов. Это лист гофрированного или «рифленого» материала в центре, помещенный между двумя слоями бумаги — внешним и внутренним вкладышем.
Каждая сторона рифленого материала приклеивается к плоскому бумажному вкладышу во время изготовления. Клей фиксирует каннелюры в нужном положении и придает бумаге жесткость и устойчивость.
Вы можете увидеть базовую схему, на которой выделены гофры и вкладыши ниже.
02: Типы бумаги
Материал, используемый при производстве картона
Одним из ключевых факторов, определяющих свойства гофрированного материала, являются типы используемой бумаги.
Несмотря на широкое распространение картона, существует 2 основных типа бумаги, которые обычно используются для вкладышей. Они известны как вкладыши Kraft и Test.
Крафт-бумага производится из древесины хвойных пород. Из-за «девственных» волокон это самый прочный тип бумаги, и на нем легче всего печатать.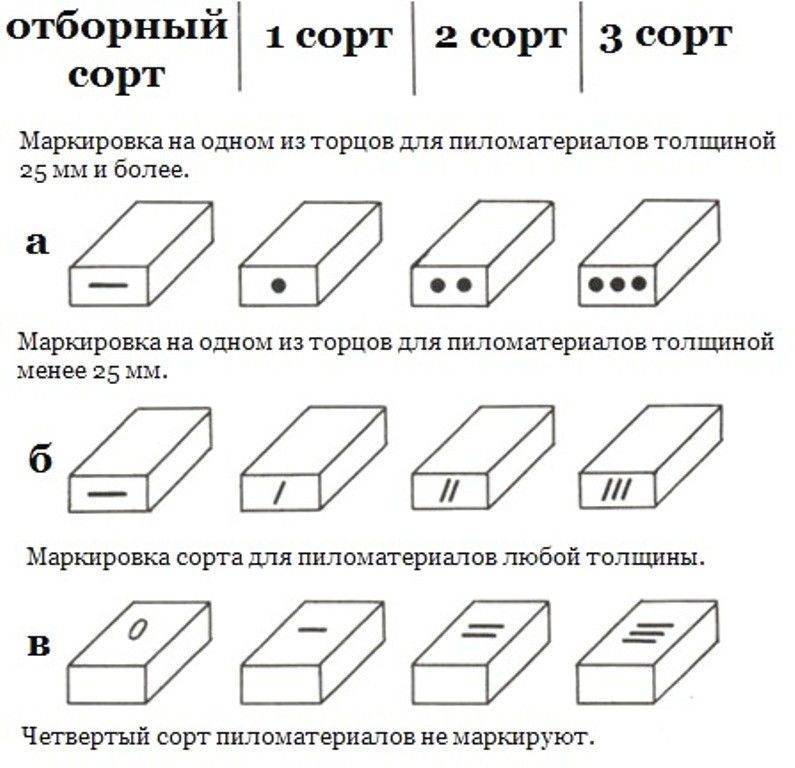 В результате, это наиболее часто используемый внешний вкладыш при выборе материала для производства коробок из гофрокартона и упаковки.
В результате, это наиболее часто используемый внешний вкладыш при выборе материала для производства коробок из гофрокартона и упаковки.
Тестовая бумага на самом деле представляет собой двухслойную (дуплексную) бумагу. Будучи переработанной, тестовая бумага не такая прочная, как крафт, и на ней легко печатать, поэтому ее обычно используют для внутреннего вкладыша. Однако она дешевле крафт-бумаги.
Каждый тип вкладыша фактически состоит из двух отдельных слоев. Основной слой используется для обеспечения адгезии и прочности, в то время как более тонкий «покровный» слой используется в основном для улучшения эстетики и облегчения печати.
Однако, несмотря на то, что вкладыши Kraft и Test настолько популярны, на самом деле существует ряд других вариантов.
Доступные сорта бумаги для наружных и внутренних вкладышей при производстве картона:
- KRAFT (K): первичная крафт-бумага
- ТЕСТ 2 (T2): Подкладочная бумага, частично переработанная
- ТЕСТ 3 (T): Полностью переработанный вкладыш
- ЧИП (C): вкладыши на основе отходов
- FULLY BLEACHED WHITE (BW): Полностью отбеленная подкладка из крафт-бумаги
- WHITE TOP (WT): переработанная подкладка с белым покрытием
- MOTTLED KRAFT (MK): Крафт белый пестрый
- OYSTER (OY): Пестрый тестовый вкладыш
- SEMI CHEM (SC): Первичные волокна с использованием нейтрального сульфитного полухимического процесса
- НА ОСНОВЕ ОТХОДОВ (WB) 100 % переработанных волокон
Последние 2 типа бумаги, перечисленные здесь, чаще всего используются для флейт и реже используются для вкладышей.
Обратите внимание, однако, что этот список не является исчерпывающим, и существует ряд других специальных видов бумаги.
03: Плотность бумаги и GSM
Различия между используемой бумагой
Как только вы поймете, какие типы бумаги доступны и обычно используются, важно также учитывать вес бумаги.
На самом деле этот показатель измеряется одинаково для всех видов бумаги, а это означает, что вы могли видеть «80 г/м²» на бумаге для копировальных аппаратов, которую вы используете в своем офисе или дома на принтере.
Термин gsm – это сокращение от граммов на квадратный метр.
По сути, если вы возьмете квадратный метр рассматриваемой бумаги и взвесите его, вы получите граммы (т.е. вес) этой бумаги на один квадратный метр.
Поэтому, если вы используете гофрокартон с вкладышем из крафт-бумаги плотностью 125 г/м², вы часто будете видеть, что он обозначается как 125K.
Обычные пресс-папье – если они используются как минимум для гофрированного материала, включают следующее:
- 115/125 GSM
- 140/150 GSM
- 185/200 GSM
- 300 GSM
Опять же, этот список не является обширным, и могут быть доступны другие веса.
04: Типы стен
Конструкция из гофрированного картона
Помимо различной плотности бумаги и типов, также необходимо учитывать тип (и количество) гофрирования.
На базовом уровне гофрированный картон состоит из двух вкладышей и одного гофрокартона. Это известно как «одностенная» доска. Вы можете увидеть диаграмму, указывающую на это ниже.
Однако можно добавить дополнительную секцию гофрирования и дополнительный вкладыш, чтобы получить так называемый «двойной стенной» или «двухстенный» материал.
Это эффективно добавляет дополнительную жесткость и прочность, что делает его пригодным для упаковки более тяжелых предметов и обеспечивает дополнительную защиту предметов, которые могут быть более хрупкими или дорогими.
Вы можете увидеть пример ниже.
Наконец, если товары, которые вы отправляете, особенно тяжелые или большие (например, автомобильные детали, промышленное оборудование и т. д.), то также можно использовать марку с тройными стенками. Как следует из названия, это добавляет еще одну секцию гофрирования и дополнительный вкладыш.
Как следует из названия, это добавляет еще одну секцию гофрирования и дополнительный вкладыш.
Также известный как Tri-Wall (который также является торговой маркой производителей), вы можете увидеть его базовую схему ниже.
05: гофрированные канавки
Описание гофрированных канавок
Последний аспект гофрированного картона, который может повлиять на его характеристики (а также на вес и стоимость), — это тип гофрокартона.
Флейта представляет собой «гофрированную» часть между двумя вкладышами, и, изменяя ее высоту (и, следовательно, размер канавок), можно добиться различных эксплуатационных характеристик.
Это может варьироваться от очень тонких канавок, таких как «E», для производства легких картонных коробок для розничной торговли (на которых очень удобно печатать), до более грубых канавок, таких как канавки «A» или «B», которые чаще используются для транспортировки. упаковка.
Как и в приведенных выше примерах, при использовании материала с двойными стенками можно комбинировать одну или несколько канавок для создания таких канавок, как «EB» или «BC». Это может обеспечить жесткую структуру, идеально подходящую для более тяжелых предметов, а также улучшить эстетический внешний вид и поверхность для печати.
Это может обеспечить жесткую структуру, идеально подходящую для более тяжелых предметов, а также улучшить эстетический внешний вид и поверхность для печати.
Сама канавка обычно изготавливается из флютинга на основе отходов (WBF – т. е. полностью переработанного материала) или так называемого полухимического флютинга (SC).
Типичная плотность бумаги, используемой для гофрирования:
- 90 GSM WBF
- 105 GSM WBF – наиболее распространенный стандарт флейты
- 112 СК и ВБФ
- 150 СК и ВБФ
- 175 SC и F
Существует также ряд часто используемых профилей или размеров канавок, а именно:
- A ФЛЕЙТА: 5 мм
- B ФЛЕЙТА: 3 мм
- C ФЛЕЙТА: 4 мм
- E ФЛЕЙТА: 1,5 мм
- F ФЛЕЙТА: 1 мм
- BC FLUTE: Двойная стенка – 6 мм – Комбинация канавок B + C
- EB ФЛЕЙТА: Двойная стенка – 4,5 мм – Комбинация канавок E + B
Опять же, этот список не является исчерпывающим и усложняется тем фактом, что многие производители гофрированного материала производят очень похожие продукты, которым даются произвольные названия (и которые принадлежат только этому производителю).
06: Обозначение сортов картона
Описание / объяснение гофрированного картона
Вся эта информация позволяет создать аббревиатуру, описывающую тип используемого картона.
Например, если ваш класс материала использует внешнюю подкладку из крафт-бумаги 125 г/м2, внутреннюю подкладку из теста 125 г/кв. , плюс внутреннее покрытие 150 Test с канавкой E, будет описано как…
150T/E/150T
Эта терминология будет понятна практически любому производителю упаковки (или, по крайней мере, должна быть понята), а также позволит вам чтобы полностью понять тип материала, из которого изготовлены ваши картонные коробки.
Индивидуальное использование гофрокартона / информация
Простое знание того, как производится гофрированный картон и его составные части, не обязательно позволит вам сделать осознанный выбор в отношении типа материала, который вы должны использовать для своей упаковки.
Таким образом, приведенная ниже информация содержит более подробную информацию о каждом из наиболее часто используемых типов флейт.
E-канавка
E-канавка имеет толщину приблизительно от 1 мм до 1,5 мм, обеспечивая очень тонкую канавку. Это не только придает ему превосходную прочность на сжатие и устойчивость к раздавливанию, но также означает, что он обеспечивает высококачественную поверхность для печати.
В результате обычно используются картонные коробки меньшего размера, где требуется хорошее качество печати, а также для высечки.
E-Flute имеет 90 канавок на фут и толщину 1/16. Имея толщину 3 мм, он исключительно универсален и может использоваться как в процессах высечки, так и в обычных процессах изготовления коробок.
Обычно имеет в общей сложности 47 канавок на погонный фут, включая толщину 1/8 th ”.
Канавка C
Толщина канавки C составляет от 3,5 мм до 4 мм, что обеспечивает большую прочность на сжатие, чем канавка B. Это означает, что он обеспечивает лучшую прочность при штабелировании при использовании для легких продуктов.
Тем не менее, при неправильном использовании он может сломаться.
С-образная канавка имеет 39 канавок на погонный фут и толщину 3/16 тыс.”.
Канавка BC
Имея толщину от 6 мм до 7 мм, этот материал с двойными стенками сочетает в себе канавки B и C вместе. Это дает хорошие всесторонние характеристики, что делает его обычным для производства транспортных коробок, обеспечивающих более высокий уровень защиты при транспортировке.
В связи с этим обычно добавляется только базовая печать (например, флексографская).
Канавка EB
Канавка EB толщиной от 4 мм до 4,5 мм (как следует из названия) объединяет канавки E и B в материал с двойными стенками. Благодаря использованию как очень тонкой (E), так и относительно большой (B) канавки, этот сорт обеспечивает превосходный баланс между защитой при транспортировке, прочностью и качеством печати.
08: Вес
Таблицы веса типа гофрокартона
Поскольку при указании типа картона для упаковки можно варьировать ряд параметров, таких как плотность бумаги, типы гофра и количество стенок, на самом деле можно добиться аналогичных результатов. производительность с различными сортами досок.
производительность с различными сортами досок.
Однако существуют типовые рекомендации по производительности для различных сортов гофрированного картона, которые часто цитируются.
Их можно увидеть в таблицах ниже
| Флейта | Марка | Вес изделия |
|---|---|---|
| B или E | 125 К/Т | 4-6 кг |
| В или Е | 150 К/Т | 8-12 кг |
| В или Е | 200 К/Т | 12-17 кг |
| В или Е | 200 К/ 300 Т | 17-25 кг |
| В или Е | 300 К/Т | 25-35 кг |
| Флейта | Марка | Вес изделия |
|---|---|---|
| BC или EB | 125 К/Т | 10-15 кг |
| BC или EB | 150 К/Т | 15-25 кг |
| BC или EB | 200 К/Т | 25-35 кг |
| BC или EB | 200 К/ 300 Т | 35-40 кг |
| BC или EB | 300 К/Т | 40-45 кг |
09: Терминология
Технические термины, связанные с сортами гофрированного картона
В качестве последней точки отсчета/пояснения ниже приведен общий список терминов, относящихся к сортам картона и гофроматериалу в целом.
Поперек канавки — единица измерения, которая используется для измерения гофрированного (или другого рифленого материала, такого как Correx®), измерение представляет собой направление, противоположное канавке (то есть ширину).
Подложка – сжимаемый бумажный материал, компенсирующий любые неровности запечатываемой поверхности. Этот сжимаемый материал (обычно целлюлоза или газетный картон) обычно приклеивается к подкладке и обеспечивает лучшую отделку (внешний вид), водостойкость и дополнительную прочность.
Заготовка – плоский кусок гофрированного картона, отрезанный и надрезанный для изготовления коробки.
Сорт картона – класс, присваиваемый гофрированному картону на основе трех элементов; во-первых, вес и тип внешнего вкладыша, во-вторых, тип канавки и, в-третьих, вес и тип внутреннего вкладыша.
Разрыв, повреждение – термин, применяемый к упаковочным контейнерам, которые раскололись или «лопнули» из-за слишком сильного давления (например, при слишком высокой укладке ящики, расположенные ниже в штабеле, могут лопнуть).
Картонный картон. Картонный картон жестче и толще картона. Обладает средней и высокой устойчивостью к сжатию и влаге. В отличие от картона, он твердый, а не рифленый.
Отбивная кромка (или просто отбивная) – длина доски/листа.
Глиняное покрытие – тонкий слой каолина, нанесенный на гофрированный картон для улучшения его печатной поверхности. Используется на небеленом или натуральном крафт-картоне.
Гофрированный – материал, имеющий ряд параллельных гребней и канавок.
Раздавливание – Испытание на раздавливание кромки измеряет раздавливание гофрированного картона в поперечном направлении. Он предоставляет информацию о стойкости доски к раздавливанию.
Deckle – Ширина доски, прогоняемой на гофроагрегате.
Двойная стеновая плита – Комбинация двух слоев гофрированного материала (возможны различные размеры канавок) для придания материалу дополнительной прочности.
Дуплекс – тип картона, состоящего из двух слоев, наружная часть которого часто покрыта, что делает его более водостойким, часто используется для изготовления бумажных стаканчиков и тарелок, а также в фармацевтической промышленности сопротивление вертикальному сжатию
Усовершенствованный гофрокартон — замена стандартному гофрированию, повышающая прочность и характеристики материала.
FEFCO — Европейская федерация производителей гофрированного картона — некоммерческая организация, представляющая интересы гофропромышленности.
Коды случаев FEFCO — набор стандартных шаблонов проектирования, используемых в гофрированной промышленности.
Волокна – упаковочные материалы изготавливаются из формованных волокон, иначе называемых формованной целлюлозой.
Гофрокартон – Бумага, образующая центральный слой гофрированного картона (картона). Он разделяет вкладыши и обеспечивает прочность и жесткость. Более подробную информацию о наиболее распространенных флейтах см. в приложении 1.
Профиль гофрирования – Форма гофров в гофрированном материале
Граммаж – Также называется GSM, вес бумаги, указанный в г/м2 (грамм на квадратный метр)
GSM – сокращение от измерения граммов за квадратный метр.
Крафт – коричневая бумага или картон, произведенные из первичной целлюлозы в процессе варки. Изготавливается из натуральных небеленых древесных волокон.
Облегченный – в упаковке облегченный – это конструкция упаковок, позволяющая сократить использование материалов, уменьшить вес и стоимость, а также снизить нагрузку на окружающую среду.
Вкладыш – один из бумажных материалов, который составляет часть компонентов гофрированного картона. Есть внутренний и внешний вкладыш; внешняя сторона обычно более высокого качества, так как используется для финишной печати.
Пестрый – бумажный вкладыш почти белого цвета
Однослойный – один кусок гофрокартона приклеен только к одному вкладышу затем два материала (обычно картон), которые приклеиваются по обе стороны к гофрированной бумаге для придания ей прочности.
Кромка с прорезью – край листа, на котором канавка проходит параллельно ему. Он также известен как ширина материала.
Тестовый вкладыш – переработанный вкладыш, который может быть изготовлен в виде листа с одинаковыми волокнами. Известный как гомогенный/симплексный или, как комбинация двух слоев, при этом внешний слой представляет собой переработанное волокно более высокого качества, он известен как дуплексный или многослойный.
Тройной гофрокартон – это трехгофрированный гофрированный картон, который используется благодаря своей прочности, гибкости и экологичности.
Первичный материал — материал, который не подвергался обработке в какой-либо форме, кроме его первоначального изготовления.
Вес – относится к плотности материала, дополнительную информацию см. в GSM.
Резюме
Понимание марок гофрокартона
Надеемся, что это руководство дало ответы на любые вопросы, которые могут у вас возникнуть относительно марок гофрокартона.
Однако, если у вас есть какие-либо другие вопросы или вы хотите узнать, производится ли ваша упаковка из наиболее экономичного материала, не стесняйтесь обращаться к инженеру-конструктору GWP.
Дополнительная литература…
Об авторе
Джей Даггар
Менеджер по продажам | GWP Packaging
Джей присоединился к GWP Packaging в середине 2008 года, прежде чем стать менеджером по продажам в 2011 году, что означает, что он проработал в GWP более 10 лет.