Накернить отверстие: Что такое накернить, как это сделать правильно, какой нужен инструмент?
Пробивка отверстий в металле. Сверлим отверстие. Технология сверления металла.
- Потолок
Каждый человек, делающий ремонт в собственном доме, рано или поздно сталкивается с необходимостью сверления металла. В сегодняшней статье я хочу рассмотреть способы сверления отверстий различных металлических элементов.
Прежде всего, необходимо соблюсти технику безопасности и надеть защитные очки. В противном случае, при попадании раскаленной стружки на слизистую оболочку глаза, можно получить серьезную травму.
Для получения отверстий в металлических изделиях в домашней обстановке применяют электрическую или ручную дрель.
Инструменты, которые потребуются нам в процессе сверления металла:
- дрель (преимущественно электрическая)
- сверла из углеродистой стали или с твердосплавными наконечниками
- охлаждающая жидкость (допускается использовать отработанное масло)
- защитные очки
- керн
- чертилка (инструмент для нанесения разметки на обрабатываемый материал)
Перед тем, как непосредственно приступить к сверлению отверстия заданного размера, необходимо нанести разметку. При этом, если требуется высверлить несколько отверстий на определенном расстоянии друг от друга, то нужно спозиционировать весь чертеж целиком.
При этом, если требуется высверлить несколько отверстий на определенном расстоянии друг от друга, то нужно спозиционировать весь чертеж целиком.
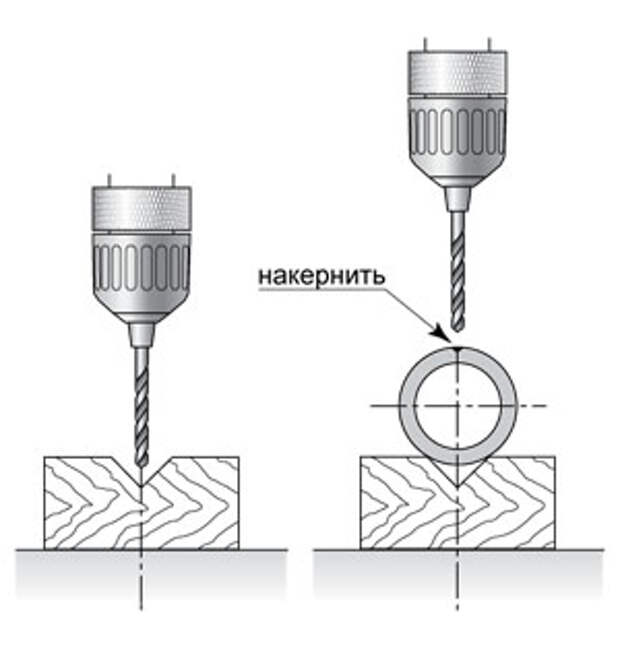
Затем отмеченные места необходимо накернить при помощи керна — выбить небольшие углубления в поверхности метала. Данная операция проводится для того, чтобы избежать срывов сверла, повреждения инструмента и материала. Заранее сделанные углубления также позволяют сверлу осуществлять движение в правильном направлении.
Для получения отверстий в металле применяют сверла со спиральной канавкой, изготавливаемые из углеродистой стали. Режущие грани сверла затачиваются в зависимости от материала, в котором требуется высверлить отверстия. Чем тверже обрабатываемый материал, тем больше должен быть угол заточки (обычно сверло затачивается под углом в 85-90 градусов).
Завершив все необходимые подготовительные работы, можно приступать к самому процессу сверления. Для того чтобы в процессе работы не повредить сверло, следует при сверлении металла соблюдать заданное направление, избегать сильного давления на инструмент. Также по возможности нужно подавать охлаждающую жидкость в область сверления для устранения повышенных температур. По мере приближения к заданному результату (если отверстие сквозное) необходимо ослабить нажим, чтобы предотвратить поломку сверла.
Также по возможности нужно подавать охлаждающую жидкость в область сверления для устранения повышенных температур. По мере приближения к заданному результату (если отверстие сквозное) необходимо ослабить нажим, чтобы предотвратить поломку сверла.
Если у вас нет возможности подключить электрическую дрель, а просверлить отверстие в металле просто необходимо, то можно использовать ручной вариант дрели, но следует помнить несколько правил:
- Для сверления металла применяются сверла из углеродистой стали У8, У10, У12 с винтовой канавкой.
- При сверлении отверстия в металле вручную начинать движение следует плавно, чтобы сверло не сломалось (если диаметр небольшой) или не соскочило.
- Центровое отверстие необходимо накернить более глубоко, чтобы избежать срыва.
- При сверлении отверстия большого диметра рекомендуется применять несколько сверл, постепенно увеличивая их размер.
- В область сверления под изделие желательно подкладывать деревянную дощечку с целью устранения резкого выхода сверла.

- Толщина обрабатываемого материала может быть абсолютно любой (все зависит от длины сверла), а вот твердость металла должна быть ниже, чем у сверла.

отверстиеметалл
Техническая информация по работе корончатыми сверлами
Инструкция по применению
Предварительное накернивание для корончатых сверл
При сверлении корончатыми сверлами диаметрами 12-15 мм обязательно необходимо накернить центр будущего отверстия. Необходимо обратить внимание на то, чтобы вершина выталкивающего штифта находилась точно по месту накернивания. Настоятельно рекомендуется производить накернивание центра отверстия также для всех других корончатых сверл. Также следует поступать и при сверлении коронками с твердосплавными зубьями (Power Max), при использовании их с выталкивающими штифтами.
У станка должен отсутствовать люфт между приводом и направляющими, особенно для диаметров сверл 12-15 мм. Мертвый ход станка должен быть в идеальном состоянии при работе корончатыми сверлами или коронками с твердосплавными напайками для диаметров 12-15 мм.
Мертвый ход станка должен быть в идеальном состоянии при работе корончатыми сверлами или коронками с твердосплавными напайками для диаметров 12-15 мм.
Частота вращения для корончатого сверла/коронки твердосплавной
Для корончатых сверл из быстрорежущей стали (HSS) диаметром 12-15 мм необходимо соблюдать среднюю частоту вращения 450 об/мин, а для корончатых сверл с твердосплавными напайками (TCT) оптимальной частотой будет минимум 600 об/мин. Если нет возможности работать с такой частотой, то работу необходимо выполнять с уменьшенной наполовину подачей.
Подача
Необходимо начать работу осторожно и медленно, сначала просверлив заготовку на глубину 1 мм. Затем можно продолжить работу с обычным режимом подачи. Этот процесс обязательно необходим для диаметров 12-15 мм и настоятельно рекомендуется также для всех других диаметров. Если будете следовать этому указанию, то существенно увеличите срок службы сверла.
Сверление
В зависимости от отвода стружки, необходимо чаще очищать сверла. Особенно при глубине резки от 25 мм, при возросшем сопротивлении или вибрации, немедленно выполните следующие действия:
Особенно при глубине резки от 25 мм, при возросшем сопротивлении или вибрации, немедленно выполните следующие действия:
- Вывести сверло из заготовки ,не меняя при этом положения станка .
- Сверло и высверленное отверстие очистить от стружки, например, с помощью сжатого воздуха (можно использовать баллоны Karnasch арт. 20 1308/20 1327 ).
- Высверленное отверстие наполнить смазывающе-охлаждающей жидкостью Karnasch.
- Снова аккуратно ввести инструмент в высверленное отверстие. Во время всего процесса не допускается изменение относительного положения станка или изделия. Не выключайте магнит станка.
- В зависимости от отвода стружки и глубины сверления, этот процесс необходимо повторить несколько раз.
Охлаждение
Используйте только высокопроизводительное смазочно-охлаждающее масло (смазочно-охлаждающее масло Karnasch стр. 1001. и далее). Рекомендуется непрерывное охлаждение во время всего процесса сверления. Начиная примерно с 35 мм диаметра используйте только крепление конуса с автоматическим внутренним охлаждением (крепление конуса см. стр. 471-473).
Начиная примерно с 35 мм диаметра используйте только крепление конуса с автоматическим внутренним охлаждением (крепление конуса см. стр. 471-473).
Режимы резания (об/мин) для серий Hard-line и Rail-Line
| мм | Ø 12-18 | Ø 19-25 | Ø 26-32 | Ø 33-39 | Ø 40-46 | Ø 47-53 | Ø 54-60 | Ø 61-70 | Ø 71-80 | Ø 81-90 | Ø 91-100 | Ø 101-112 | Ø 113-124 | Ø 125-136 | Ø 137-150 |
| Сталь <500 N | 1475 885 | 838 637 | 612 498 | 483 408 | 398 346 | 338 300 | 295 265 | 261 227 | 224 199 | 197 177 | 175 159 | 158 142 | 141 128 | 127 117 | 116 106 |
| Сталь <750 N | 1327 796 | 754 537 | 550 448 | 434 367 | 358 311 | 304 270 | 265 230 | 234 204 | 201 179 | 177 159 | 157 143 | 142 128 | 127 115 | 114 105 | 104 95 |
| Сталь <900 N | 930 620 | 590 450 | 430 340 | 335 285 | 280 240 | 239 210 | 205 185 | 182 160 | 155 140 | 137 125 | 122 110 | 108 100 | 98 90 | 89 81 | 80 75 |
| Сталь <1200 N | 795 530 | 500 380 | 370 300 | 290 245 | 240 265 | 200 180 | 175 160 | 155 135 | 135 120 | 117 105 | 104 95 | 94 85 | 84 77 | 76 70 | 69 63 |
| Сталь <1400 N | 660 440 | 420 320 | 305 250 | 240 200 | 195 170 | 165 150 | 145 130 | 125 115 | 110 100 | 95 90 | 85 80 | 75 70 | 68 65 | 63 58 | 57 50 |
| Нержавеющая сталь | 530 350 | 340 250 | 245 200 | 195 165 | 160 140 | 135 120 | 115 105 | 103 90 | 87 78 | 77 70 | 68 63 | 62 56 | 55 51 | 56 46 | 45 42 |
| Алюминий | 2390 1590 | 1510 1150 | 1100 895 | 870 735 | 715 625 | 610 540 | 530 480 | 470 410 | 405 360 | 355 320 | 315 285 | 283 255 | 253 230 | 229 210 | 209 190 |
| Серый чугун | 930 620 | 590 450 | 430 340 | 335 285 | 280 240 | 239 210 | 205 185 | 182 160 | 155 140 | 137 125 | 122 110 | 108 100 | 98 90 | 89 81 | 80 75 |
| Бронза | 1325 885 | 840 635 | 615 500 | 490 410 | 400 345 | 340 300 | 295 265 | 260 230 | 225 200 | 195 175 | 174 160 | 157 145 | 140 130 | 127 117 | 116 105 |
| Медь | 930 620 | 590 450 | 430 340 | 335 285 | 280 240 | 239 210 | 205 185 | 182 160 | 155 140 | 137 125 | 122 110 | 108 100 | 98 90 | 89 81 | 80 75 |
| Железнодорожные рельсы | 530 – | 500 380 | 360 300 | 290 265 | – – | – – | – – | – – | – – | – – | – – | – – | – – | – – | – – |
Подачи для твердосплавного корончатого сверла
| мм/оборот | Скорость подачи | |
| Сталь <500 N | 0,10 | |
| Сталь <750 N | 0,10 | |
| Сталь <900 N | 0,10 — 0,12 | |
| Сталь <1200 N | 0,10 — 0,15 | |
| Сталь <1400 N | 0,16 | |
| Нержавеющая сталь | 0,13 | |
| Алюминий | 0,24 | |
| Серый чугун | 0,08 — 0,13 | |
| Бронза | 0,12 | |
| Медь | 0,21 | |
| Ж/д рельсы | 0,08 — 0,1 | |
Режимы резания (об/мин) для остальных серий
| мм | Ø 12-18 | Ø 19-25 | Ø 26-32 | Ø 33-39 | Ø 40-46 | Ø 47-53 | Ø 54-60 | Ø 61-70 | Ø 71-80 | Ø 81-90 | Ø 91-100 | Ø 101-112 | Ø 113-124 | Ø 125-136 | Ø 137-150 |
| Сталь <500 N | 660 440 | 420 320 | 305 250 | 240 200 | 195 170 | 165 150 | 145 130 | 125 115 | 110 100 | 95 90 | 85 80 | 75 70 | 68 65 | 63 58 | 57 50 |
| Сталь <750 N | 530 350 | 340 250 | 245 200 | 195 165 | 160 140 | 135 120 | 115 105 | 163 90 | 87 78 | 77 70 | 68 63 | 62 56 | 55 51 | 50 46 | 45 42 |
| Сталь <900 N | 340 265 | 250 190 | 185 150 | 145 125 | 120 105 | 100 90 | 88 80 | 78 68 | 67 59 | 58 53 | 52 48 | 47 42 | 41 39 | 38 35 | 34 31 |
| Сталь <1200 N | 265 175 | 165 130 | 125 100 | 95 80 | 79 70 | 67 60 | 58 53 | 52 45 | 44 40 | 39 35 | 34 32 | 31 28 | 27 26 | 25 23 | 22 21 |
| Сталь <1400 N | 185 125 | 117 90 | 85 70 | 67 57 | 55 48 | 47 42 | 41 37 | 36 31 | 30 27 | 26 24 | 23 22 | 21 19 | 18 17 | 16 - | 16 14 |
| Нержавеющая сталь | 320 210 | 200 150 | 145 120 | 115 95 | 90 85 | 80 72 | 70 63 | 62 54 | 53 47 | 46 42 | 41 38 | 37 33 | 32 30 | 29 28 | 27 25 |
| Алюминий | 980 655 | 620 470 | 455 370 | 360 305 | 295 255 | 250 225 | 220 195 | 193 170 | 165 150 | 145 130 | 129 117 | 116 105 | 104 95 | 94 86 | 85 78 |
| Серый чугун | 480 320 | 300 230 | 200 180 | 175 147 | 143 125 | 122 108 | 106 95 | 93 81 | 80 71 | 70 63 | 62 57 | 56 51 | 50 46 | 45 42 | 41 38 |
| Бронза | 660 440 | 420 320 | 305 250 | 240 200 | 195 170 | 165 150 | 145 130 | 125 115 | 110 100 | 95 90 | 85 80 | 75 70 | 68 65 | 63 58 | 57 50 |
| Медь | 1060 700 | 670 510 | 490 400 | 390 330 | 320 280 | 270 240 | 235 210 | 205 180 | 178 160 | 157 140 | 138 130 | 127 115 | 110 105 | 100 95 | 90 85 |
| Железнодорожные рельсы | 350 255 | 240 185 | 175 145 | 140 130 | – – | – – | – – | – – | – – | – – | – – | – – | – – | – – | – – |
Подачи для корончатого сверла из порошковой стали
| мм/оборот | Скорость подачи | |
| Сталь <500 N | 0,15 | |
| Сталь <750 N | 0,18 | |
| Сталь <900 N | 0,16 | |
| Сталь <1200 N | 0,16 | |
| Сталь <1400 N | 0,17 | |
| Нержавеющая сталь | 0,10 | |
| Алюминий | 0,25 | |
| Серый чугун | 0,16 | |
| Бронза | 0,18 | |
| Медь | 0,12 | |
| Железнодорожные рельсы | 0,1 — 0,14 | |
Дырокол для маленьких отверстий — Etsy Турция
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(
121 соответствующий результат,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
ДЫРОКОЛ | определение в кембриджском словаре английского языка
Примеры дырокола
дырокол
Используйте дырокол , чтобы прикрепить ленту, чтобы прикрепить ярлыки к вашим упаковкам.
От Хаффингтон Пост
Он работает как дырокол .
Из CNET
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Переводыholeuncher
на китайский (традиционный)
打洞器…
Подробнее
на китайском (упрощенном)
打孔器…
Подробнее
на португальском
furador…
Подробнее
Нужен переводчик?
Получите быстрый бесплатный перевод!
Как произносится дырокол ?
Обзор
дыра
закрытая карта
БЕТА
дыра в сердце
дыра в стене
дырокол
зарыться (где-то)
дырявый
Идиомы
дырявый
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
- {{randomImageQuizHook. copyright1}}
- {{randomImageQuizHook.copyright2}}
 copyright1}}
copyright1}}Авторы изображений
Пройди тест сейчас
Слово дня
буквенно-цифровой
Великобритания
Ваш браузер не поддерживает аудио HTML5
/ˌæl.fə.njuːˈmer.ɪk/
НАС
Ваш браузер не поддерживает аудио HTML5
/ˌæl.fə.nuːˈmer.ɪk/
содержащие или использующие буквы алфавита и цифры
Об этом
Блог
Нет недостатка в фразах (Язык больших сумм или чисел, часть 2)