Обозначение габаритов по гост длина ширина высота: Как правильно написать размеры длина ширина высота
Нанесение размеров на чертежах — правила и примеры обозначений
Как правило, проекты составляют целые конструкторские бюро, после этого чертежи переходят на сборочные участки для изготовления. Чтобы не было расхождений в их чтении, есть специальные стандарты, называемые ГОСТами. Они дают чёткие рекомендации, как верно проставлять размеры и какими условными знаками можно обозначить те или иные элементы.
Содержание
Как правильно определить размеры мебели
Вы решили приобрести тумбу размером 600х400х500? Что обозначает первый, второй и третий габаритные размеры? Как определить размер кровати из сосны, кровати металлической односпальной правильно? Габариты мебели бывают разными. Иногда можно встретить обозначения без маркировки (ШГВ). Как же правильно указывать габариты мебели ?
Основные габариты мебели
Ширина х Глубина х Высота (Ш х Г х В).
Обозначение габаритов мебели без лицевой стороны Длина-Ширина-Высота.
(Столы, сундуки для лежания, металлические кровати, кровати из сосны) L-B-H, L – это длина (ГОСТ 13025. 3 п 2), В – это ширина , Н – высота либо Д х Ш х В.
3 п 2), В – это ширина , Н – высота либо Д х Ш х В.
Габариты мебели с определенной лицевой стороной L х B х H Ширина-Глубина-Высота
(Столы, шкафы , диваны для сидения, кресла, стулья, настенные полки) L – это ширина, В – это глубина (ГОСТ 13025.3 п. 3.1), Н – высота
Габариты мебели для лежания с неопределённой (множественной) лицевой стороной Д х Ш х В Длина-Ширина-Высота.
Кровать из сосны, диван-кровать, лавка, сундук для лежания и изделия, стол обеденный, стол заседаний и подобное: Д х Ш х В (Длина-ширина-высота).
Габариты выдвижных ящиков, сундуков L х B х H
Габаритные размеры
Автор Антон Ракштель задал вопрос в разделе Гуманитарные науки
В какой последовательности пишутся габариты? Длинна, ширина, высота. Есть ли какой то стандарт? и получил лучший ответ
По правилам Инженерной графики инженер должен сам оценить, где у предмета «Вид спереди», «Вид сверху» и т. . д ибо это понятия относительные. «Вид спереди» должен отражать как можно более информативную часть предмета. Ширина, очевидно, отражается на этом плане, длина на виде сбоку и т. д.
. д ибо это понятия относительные. «Вид спереди» должен отражать как можно более информативную часть предмета. Ширина, очевидно, отражается на этом плане, длина на виде сбоку и т. д.
Решая геометрические задачи, ученики сталкиваются с вопросом: как правильно обозначить те или иные части чертежа? Например, высоту треугольника, ширину прямоугольника, размеры бассейна. Подобные обозначения мы найдем и в физических задачах: длина маятника, высота, с которой тело начинает падать… Поэтому следует знать некоторые правила….
Вспомогательные знаки
Зачастую для упрощения нанесения размеров используются вспомогательные знаки. Например, деталь может иметь резьбовые или сквозные отверстия, зенковку, технологические уклоны, фаски, скругления и прочие элементы.
Детали с технологическими уклонами имеют конусность ©. Определить её можно, если взять отношение диаметра основания конуса к его высоте. ГОСТ 2 .307−68 нормирует обозначение конусности на чертежах и порядок его простановки.
Перед размерным числом, которое определяет конусность, ставится знак «< «, при этом острый угол направляется в сторону вершины конуса.
При простановке размеров квадратных элементов деталей перед числовым значением ставится значок квадрата. Пример наглядно показан на рисунке.
Симметричные части деталей, например, шестигранники, изображаются до оси симметрии либо показываются не до конца, а чертёж заканчивается обрывистой линией, причём размерную линию следует перерывать после оси симметрии или линии обрыва.
Для деталей, имеющих скошенный или закруглённый конец, на чертежах принято указывать фаску или скругление. Они нужны как для придания эстетичности изделию или детали, так и для некоторых функциональных решений, например, для облегчения сборки механизмов, то есть делают их более технологичными.
Обозначение фаски на чертежах можно выполнить различными способами в зависимости от масштаба, а также углов скоса и их количества. Важнейший критерий — это удобство чтения. При изготовлении не должно возникать излишних вопросов и сомнений. На чертеже обязательно ставятся два значения: величина угла относительно оси детали и ширина скоса. Наиболее часто встречающиеся фаски располагаются под углом 45°. Зачастую фаски обозначаются двумя линейными размерами, каждый из них имеет отметку о величине среза в различных плоскостях.
Важнейший критерий — это удобство чтения. При изготовлении не должно возникать излишних вопросов и сомнений. На чертеже обязательно ставятся два значения: величина угла относительно оси детали и ширина скоса. Наиболее часто встречающиеся фаски располагаются под углом 45°. Зачастую фаски обозначаются двумя линейными размерами, каждый из них имеет отметку о величине среза в различных плоскостях.
В некоторых случаях элементы с равными размерами указаны цифрами (1, 2…9 и т. д. ) в технических требованиях к чертежу, тогда на поле самого чертежа можно проставлять только номер этой ссылки. Такая простановка избавляет от проставления размера каждый раз.
Все эти тонкости необходимы для более истинного представления детали и точности её изготовления.
1.1. Определенная величина обозначается буквой латинского или греческого алфавита без индексов или с индексами, служащими для уточнения различных характеристик этой величины.
1.2. Прописные и строчные буквы «О, о» латинского алфавита не должны употребляться в обозначениях. Буквы греческого алфавита следует принимать по табл. 1.
Буквы греческого алфавита следует принимать по табл. 1.
1.3. Буквенные обозначения необходимых величин, не приведенных в настоящем стандарте СЭВ, устанавливают по принципу, указанному в табл. 2.
Сила, произведение силы на длину, длина в степени, не равной единице
Прописные латинского алфавита
Длина, отношение длины ко времени в какой-либо степени, отношением усилия к единице длины или площади
Строчные латинского алфавита
Строчные греческого алфавита
1.4. Индексы подразделяются на цифровые и буквенные. Буквенные дополнительно подразделяются на одно-, двух- и трехбуквенные. Для обозначения цифровых индексов используются арабские цифры, а для обозначения буквенных индексов — буквы латинского алфавита.
1.5. Цифровые индексы применяются для выражения порядкового номера данного обозначения.
1.6. Однобуквенные индексы применяются для обозначения осей координат, расположения, вида материала, напряженного состояния, действующей нагрузки и других характеристик.
1.7. Двухбуквенные и трехбуквенные индексы применяются в том случае, когда использование однобуквенных индексов может привести к неясностям. Они отделяются от однобуквенных индексов запятыми.
1.8. Индексы располагаются с правой стороны букв внизу. При печатании на пишущей машинке букву и индекс допускается печатать на одной строчке.
1.9. Если в настоящем стандарте отсутствует необходимый индекс, его следует устанавливать из строчных букв латинского алфавита.
1.10. Обозначение, выражающее геометрическую величину, допускается дополнять вертикальным штрихом справа, если необходимо обозначить, что имеется ввиду сжатая часть сечения или элемента.
Стандартные размеры кухонной мебели
Размеры кухонной мебели можно посмотреть на нижеприведенном рисунке.
Высоту рабочей поверхности разрабатывают высотой 850 мм. Глубину нижних кухонных шкафов логичнее выбрать в соответствии с размерами газовой или электрической плиты, если вы не планируете варочную панель. Стандартные размеры плит 500×500 или 600×600 мм. Глубину навесных шкафов и полок выбирайте размером 300 мм. Этот размер можно и уменьшить, но с учетом посуды и инвентаря.
Стандартные размеры плит 500×500 или 600×600 мм. Глубину навесных шкафов и полок выбирайте размером 300 мм. Этот размер можно и уменьшить, но с учетом посуды и инвентаря.
Отделения для одежды и белья во встроенных шкафах будут оптимальными, если продумывать их под определенные вещи сразу. Но справочно, они приведены на следующем рисунке.
Размеры бельевых полок можно подсмотреть и на рисунке ниже, где в скобках указаны размеры для хранения постельного белья.
Расстояние же между самими полками должно быть в районе 200-400 мм. Если предполагается хранить головные уборы, полка под них должна быть глубиной не менее 240 мм, а высотой 170 мм.
Проектировать мебель необходимо и с учетом размеров и конфигурации самого помещения, учитывайте размеры проходов между изделиями, предусматривая различные группировки мебели.
габаритные размеры | это… Что такое габаритные размеры?
3.5 габаритные размеры: Размеры, определяющие предельные внешние (или внутренние) очертания изделия.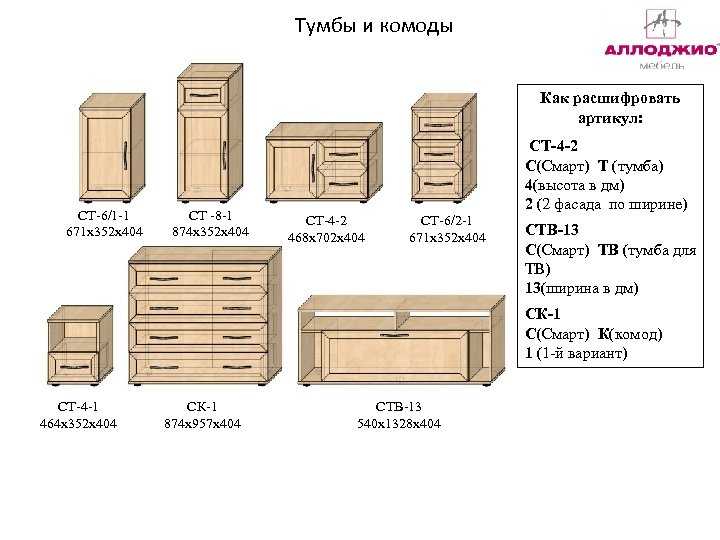
3.6
Источник: ГОСТ 2.307-2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений оригинал документа
Габаритные размеры
Наибольшие размеры котла по высоте, ширине и глубине с изоляцией и обшивкой, а также с укрепляющими или опорными элементами (например, поясами жесткости или опорными рамами), но без учета выступающих приборов, труб отбора проб, импульсных трубок и др.; размеры в плане определяются по осям колонн каркаса или металлоконструкций, если колонны имеются; высота определяется по верху хребтовой балки, а при ее отсутствии — по верхней точке котла
Источник: Правила: Правила устройства и безопасной эксплуатации паровых котлов с давлением пара не более 0,07 МПа (0,7 кГс/см2), водогрейных котлов и водоподогревателей с температурой нагрева воды не выше 388 К (115 град. Цельсия)
Смотри также родственные термины:
11 . Габаритные размеры (котла) — наибольшие размеры котла по высоте, ширине и глубине с изоляцией и обшивкой, а также с укрепляющими или опорными элементами (например, поясами жесткости или опорными рамами), но без учета выступающих приборов, труб отбора проб, импульсных трубок и др.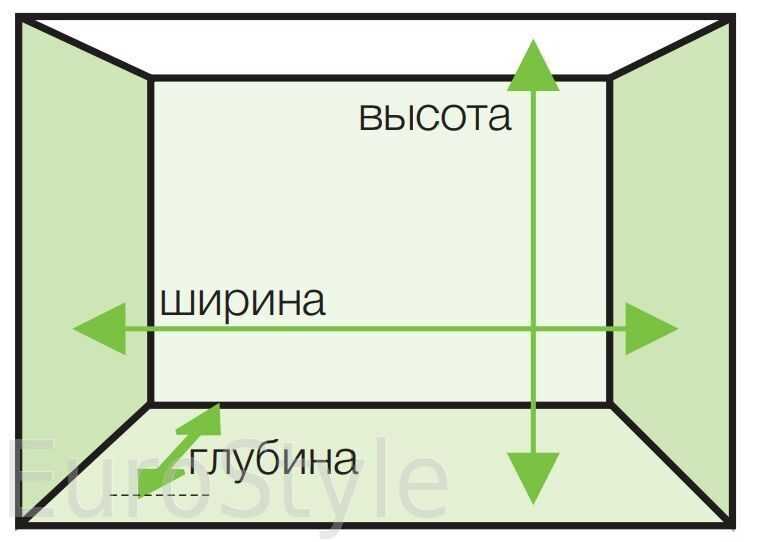 ; размеры в плане определяются по осям колонн каркаса или металлоконструкций, если колонны имеются; высота определяется по верху хребтовой балки, а при ее отсутствии — по верхней.
; размеры в плане определяются по осям колонн каркаса или металлоконструкций, если колонны имеются; высота определяется по верху хребтовой балки, а при ее отсутствии — по верхней.
Определения термина из разных документов: Габаритные размеры (котла)
Источник: НП 046-03: Правила устройства и безопасной эксплуатации паровых и водогрейных котлов для объектов использования атомной энергии
29. Габаритные размеры грузового контейнера
Наибольшие наружные размеры грузового контейнера с учетом любых постоянных приспособлений
Определения термина из разных документов: Габаритные размеры грузового контейнера
Источник: ГОСТ 20231-83: Контейнеры грузовые. Термины и определения оригинал документа
3.4 габаритные размеры комбайна в транспортном положении: Наибольшие размеры комбайна (по ширине, высоте и длине), подготовленного к перемещению своим ходом по горным выработкам с соблюдением правил безопасности.
Определения термина из разных документов: габаритные размеры комбайна в транспортном положении
Источник: ГОСТ Р 50703-2002: Комбайны проходческие со стреловидным исполнительным органом.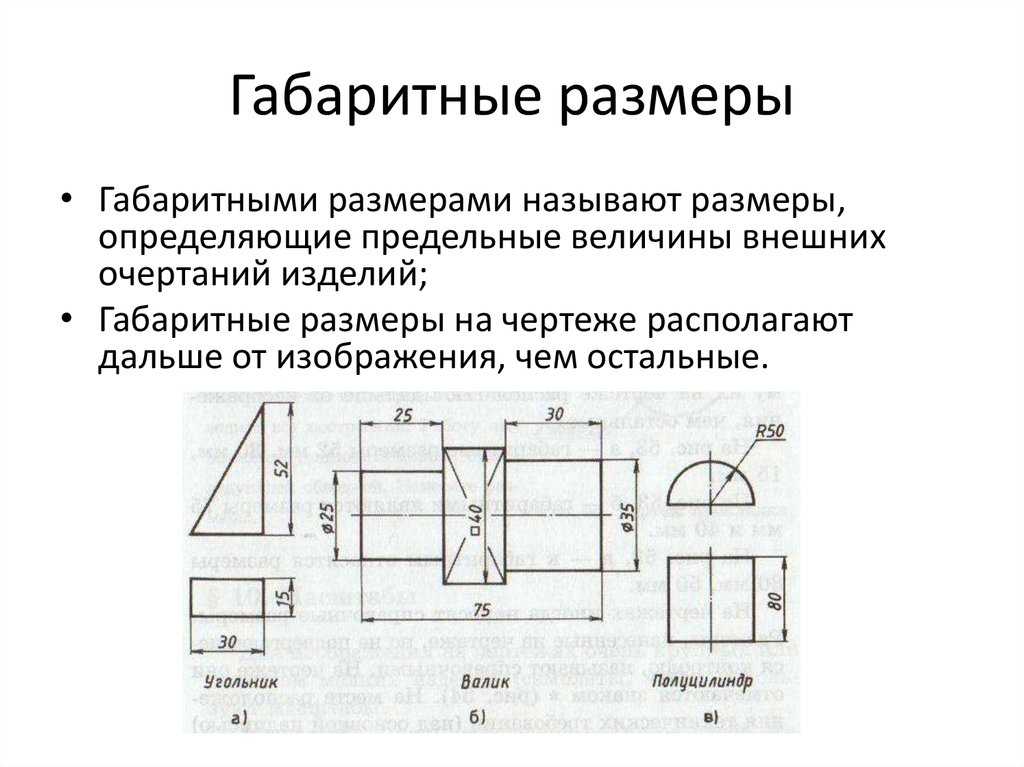 Общие технические требования и методы испытаний оригинал документа
Общие технические требования и методы испытаний оригинал документа
3.9 Габаритные размеры плиты: Максимальные размеры плиты, определяющие ее функциональное назначение при транспортировании и эксплуатации.
3.10 СФБ-Г-I — мелкозернистая сталефибробетонная смесь, состоящая из цемента, песка и стальной фибры, готовая к употреблению.
3.11 СФБ-Г-II — тяжелая сталефибробетонная смесь, состоящая из цемента, песка, щебня и стальной фибры, готовая к употреблению.
3.12 СФБ-Г-I-РПА и СФБ-Г-II-РПА — смеси сталефибробетонные, приготовленные по РПА-технологии.
3.13 Rb, Rbt, Rtb — расчетное сопротивление бетона соответственно осевому сжатию и растяжению, растяжению при изгибе по ГОСТ 26633, [2], [9], [10], [15].
3.14 Rfb, Rfbt, Rftb — расчетное сопротивление бетона соответственно осевому сжатию и растяжению, растяжению при изгибе по ГОСТ 26633, [2], [9], [10], [16].
Определения термина из разных документов: Габаритные размеры плиты
Источник: ГОСТ Р 52751-2007: Плиты из сталефибробетона для пролетных строений мостов. Технические условия оригинал документа
1.3.2. Габаритные размеры поперечного сечения в наклонной части (ширина, высота), мм
1.3.4. Высота натяжной части, мм
2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
Определения термина из разных документов: Габаритные размеры поперечного сечения в наклонной части
Источник: ГОСТ 4.476-87: Система показателей качества продукции. Эскалаторы. Номенклатура показателей оригинал документа
ГАБАРИТНЫЕ РАЗМЕРЫ САМОЛЕТА
Расстояние между двумя плоскостями, параллельными плоскости OrYrZr базовой системы координат самолета и касающимися его поверхности, но не пересекающими ее
Определения термина из разных документов: ГАБАРИТНЫЕ РАЗМЕРЫ САМОЛЕТА
Источник: ГОСТ 22833-77: Характеристики самолета геометрические. Термины, определения и буквенные обозначения оригинал документа
Термины, определения и буквенные обозначения оригинал документа
71 габаритные размеры тары: Максимальные наружные размеры тары, включая выступающие части и детали
Определения термина из разных документов: габаритные размеры тары
Источник: ГОСТ 17527-2003: Упаковка. Термины и определения оригинал документа
6. Габаритные размеры тары
D. Gröβtmaβe der Verpackung
E. Overal dimensions of a container
F. Dimensions hors-tout d’emballage
Максимальные наружные размеры тары, включая выступающие части и детали
Определения термина из разных документов: Габаритные размеры тары
Источник: ГОСТ 17527-86: Упаковка. Термины и определения оригинал документа
3.1 Габаритные размеры установки в транспортном положении — наибольшие размеры установки (по ширине, высоте и длине), подготовленной к перемещению по горным выработкам с соблюдением правил безопасности.
Определения термина из разных документов: Габаритные размеры установки в транспортном положении
Источник: ГОСТ 26699-98: Установки бурильные шахтные.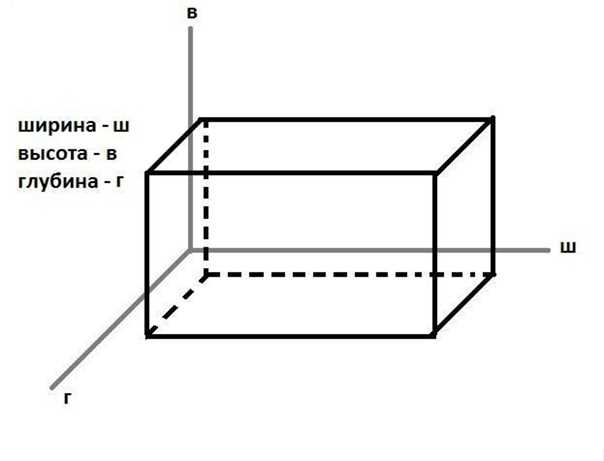 Общие технические требования и методы испытаний оригинал документа
Общие технические требования и методы испытаний оригинал документа
90. Габаритные размеры электроагрегата (электростанции) в транспортном положении
Габаритные размеры
Расстояние между крайними по длине, ширине и высоте точками электроагрегата (электростанции)
Определения термина из разных документов: Габаритные размеры электроагрегата (электростанции) в транспортном положении
Источник: ГОСТ 20375-83: Электроагрегаты и передвижные электростанции с двигателями внутреннего сгорания. Термины и определения оригинал документа
Словарь-справочник терминов нормативно-технической документации.
academic.ru.
2015.
ГОСТ 20295-85 / Ауремо
ГОСТ ИСО 13680-2016
ГОСТ 34004-2016
ГОСТ Р 57385-2017
ГОСТ 19277-2016
ГОСТ Р 54864-2016
ГОСТ Р ИСО 13679-2016
ГОСТ Р 56594-2015
ГОСТ 32931-2015
ГОСТ Р 51906-2015
ГОСТ 32678-2014
ГОСТ 33228-2015
ГОСТ 32528-2013
ГОСТ Р 56349-2015
ГОСТ Р 56329-2014
ГОСТ Р 56175-2014
ГОСТ Р 56030-2014
ГОСТ Р 55942-2014
ГОСТ Р 54918-2012
ГОСТ Р ИСО 21809-2-2013
ГОСТ 31448-2012
ГОСТ Р 55436-2013
ГОСТ Р 54929-2012
ГОСТ Р 54864-2011
ГОСТ Р 54159-2010
ГОСТ Р 54157-2010
ГОСТ Р ИСО 2531-2008
ГОСТ Р 53365-2009ГОСТ Р 53384-2009
ГОСТ Р 53383-2009
ГОСТ Р ИСО 3183-1-2007
ГОСТ Р ИСО 3183-3-2007
ГОСТ Р ИСО 3183-2-2007
ГОСТ 6238-77
ГОСТ 11017-80
ГОСТ 12132-66
ГОСТ 8646-68
ГОСТ 8645-68
ГОСТ 8733-74
ГОСТ 8965-75
ГОСТ 10707-80
ГОСТ 632-80
ГОСТ 8644-68
ГОСТ 8966-75
ГОСТ 9567-75
ГОСТ 8967-75
ГОСТ 8968-75
ГОСТ 8969-75
ГОСТ 21945-76
ГОСТ 10706-76
ГОСТ 24950-81
ГОСТ 9941-81
ГОСТ 631-75
ГОСТ 550-75
ГОСТ 21729-76
ГОСТ 800-78
ГОСТ 14162-79
ГОСТ 8696-74
ГОСТ 11249-80
ГОСТ 10498-82
ГОСТ 26250-84
ГОСТ 20295-85
ГОСТ 13663-86
ГОСТ 7909-56
ГОСТ 8638-57
ГОСТ 8642-68
ГОСТ 8731-74
ГОСТ 5654-76
ГОСТ 633-80
ГОСТ 24030-80
ГОСТ 5005-82
ГОСТ 8467-83
ГОСТ 1060-83
ГОСТ 22897-86
ГОСТ Р 50278-92
ГОСТ 30564-98
ГОСТ 22786-77
ГОСТ 11068-81
ГОСТ 10705-80
ГОСТ Р 52568-2006
ГОСТ 8639-82
ГОСТ 30563-98
ГОСТ 3262-75
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9940-81
ГОСТ 10704-91
гост-20295-85.
 pdf
pdf
(956,66 КиБ)ГОСТ 20295-85
 pdf
pdf ГОСТ 26250-84
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БУРОВЫЕ ДЛЯ ОБОЛОЧЕК СО СЪЕМНЫМ КЛУБОНОСИТЕЛЕМ
Технические условия
Трубы бурильные для скважинного инструмента со съемными керноподъемниками. Технические условия
ИСС 23.040.10
ОКП 13 4400
Дата введения 1986−07−01
Постановление Госстандарта СССР от 03.08.84 N 2748 Дата введения установлена 2 07.01.83 9000 Ограничение принято Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (апрель 2010 г.) с изменением № 1, утвержденным в августе 1988 г. (ИУС 12-88)
Настоящий стандарт распространяется на трубы стальные бесшовные бурильные гладкие, предназначенные для бурения разведочных скважин на твердые полезные ископаемые оболочки со съемным керном ресивер и резьба труб.
(Измененная редакция, Ред. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Труба изготавливается по размерам и массе, указанным на черт.1 и в табл.1.
Черт.1
________________
* Размеры для справки.
Damn.1
Таблица 1
| Размеры, мм | ||||||||||||||
Состояние. — диаметр | Внутренний диаметр трубы | Толщина стенки | Длина трубы | Длина общая (расток — ки) под резьбу | Диаметр конических канавок в плоскости торца | Диаметр конического отверстия в плоскости торца | Длина паза | Теоретическая раз — масса Кай 1 м трубы, кг | ||||||
| Номин. | Пред. выключенный. | Номин. | Пред. выключенный. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| 43 | 33,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 | +50 -100 | 32 | 36,60 | -0,10 | По 39.15 | +0,10 | 4,5 | ±0,5 | Из 4,52 |
| 55 | 45,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50 -100 | 42 | 48,20 | -0,10 | 51,35 | +0,12 | 4,5 | ±0,6 | 5,94 |
| 70 | 60,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50 -100 | 42 | 63,20 | -0,12 | 66,35 | +0,12 | 4,5 | ±0,6 | Из 7,72 |
Примечания:
1. По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
По требованию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
2. Допускается партия до 3% труб длиной 2250 и 4000 мм с предельными отклонениями мм.
3. Допускается коническая расточка (расточка) взамен цилиндрической — диаметр ().
1.2. Для овальных и разношовных труб следует принимать размеры труб по предельным отклонениям по внутреннему диаметру и толщине стенки.
1.3. Допуск прямой трубы на любом отрезке длиной 1 м составляет 0,3 мм.
(Измененная редакция, Ред. № 1).
Для труб диаметром 55 или 70 мм в партии допускается не более 10% труб с допуском прямолинейности 0,5 мм на 1 м длины.
1.4. Размеры резьбы (внешней и внутренней) приведены в черт.2 и 3 и в табл.2.
Прокл.2
________________
* Размеры для справки.
Черт.2
Черт.3
________________
* Размеры для справки.
Черт.3
Таблица 2
| Размеры, мм | ||||||
| Наименование размер | Норма для труб наружного диаметра | |||||
| 43 | 55 | 70 | ||||
Номин.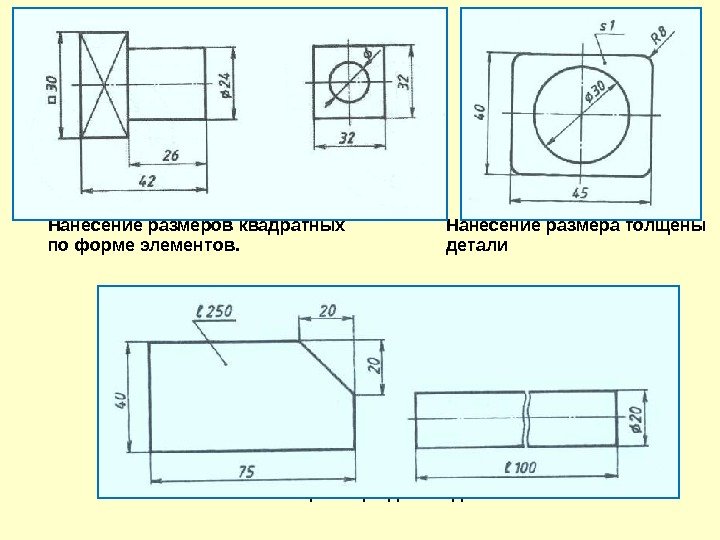 | Пред. офф. | Номин. | Пред. офф. | Номин. | Пред. офф. | |
Наружный диаметр наружной резьбы в основной плоскости | 38 862 | — | Пятьдесят одна тысяча сорок три | — | 66 043 | — |
Внутренний диаметр наружной резьбы в основной плоскости | 37 362 | — | 49 243 | — | 64 243 | — |
Наружный диаметр внутренней резьбы в основной плоскости | 38 862 | — | 51 043 | — | 66 043 | — |
Внутренний диаметр внутренней резьбы в основной плоскости | 37 462 | — | 49 343 | — | 64 343 | — |
Наружный диаметр наружной резьбы в плоскости конца | 38,1 | — | 50,0 | — | 65,0 | — |
Внутренний диаметр внутренней резьбы в плоскости торца | 37 637 | — | 49 550 | — | 64 550 | — |
Диаметр делительной окружности внутреннего выступа | 34 | — | 46,0 | — | 61,0 | — |
Расстояние между упорными поверхностями конической резьбы (наружная и внутренняя) | 31 233 | ±0,05 | 40 972 | ±0,05 | 40 972 | ±0,05 |
Длина резьбы с полным профилем, не менее | 28,0 | — | 38,0 | — | 38,0 | — |
Расстояние от внутреннего угла наружного жесткого выступа до основной плоскости наружной резьбы | Семь тысяч шестьсот четыре | — | 8 626 | — | 8 626 | — |
Расстояние от торца трубы до основной плоскости внутренней резьбы | 5 604 | — | 6 626 | — | 6 626 | — |
| Шаг резьбы R | 6,0 | ±0,03 | 8,0 | ±0,03 | 8,0 | ±0,03 |
Высота спирали наружной резьбы | 0,75 | ±0,03 | 0,90 | ±0,03 | 0,90 | ±0,03 |
Высота круглой внутренней резьбы | 0,70 | ±0,03 | 0,85 | ±0,03 | 0,85 | ±0,03 |
Ширина верхнего профиля, наружная резьба | 2 698 | — | 3 618 | — | 3 618 | — |
Ширина канавки наружной резьбы | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля наружной резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля | 1 344 | — | 1 802 | — | 1 802 | — |
Ширина верхнего профиля внутренней резьбы | 2 725 | — | 3 645 | — | 3 645 | — |
Ширина канавки внутренней резьбы | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля внутренней резьбы в сторону большего диаметра конуса резьбы до биссектрисы уголка профиля | 1 368 | — | 1 830 | — | 1 830 | — |
Примечание.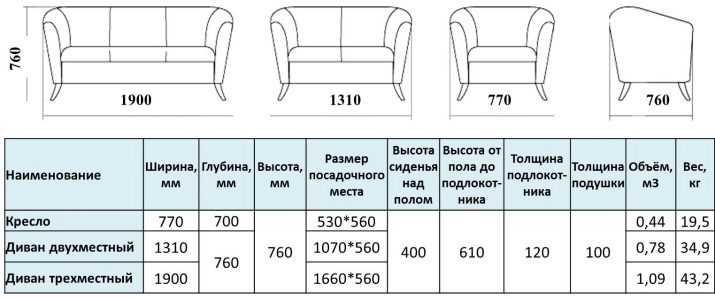 Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых граней профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы скругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
Углы упорного торцевого и квадратного фрезерования уступов, углы наклона боковых граней профиля резьбы, угол делительной окружности и диаметр упорного выступа, ширина внутренней резьбы тазов наружной и внутренней резьбы и радиусы скругления вершины и впадины резьбы даны для конструкции режущего инструмента и трубы не контролируются.
(Измененная редакция, Ред. № 1).
1.5. Допуск совмещения поверхности резьбы по наружному диаметру и наружной поверхности трубы в плоскости упорного выступа (для наружной резьбы) или в плоскости упорного конца (для внутренней резьбы) в выражении:
0,4 мм — для труб диаметром 43 и 55 мм;
0,6 мм — для труб диаметром 70 мм.
1.6. Допуск на биение поверхности упорного конца в направлении, перпендикулярном поверхности боковой стенки, относительно наружной поверхности резьбы — 0,03 мм.
1.7. Допуски угла конусности АТД (СТ СЭВ 178-75) на наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы должны соответствовать указанным в табл. 3.
3.
Таблица 3
| мм | ||
| Наружный диаметр трубы | ATD | |
| для внешней резьбы | для внутренней резьбы | |
| 43 | +0,08 | -0,08 |
| 55 и 70 | +0,12 | -0,12 |
1.8. Трубы производятся с правой резьбой.
Пример обозначения трубы бурильной номинальным наружным диаметром 55 мм длиной 4500 мм
Труба бурильная 55х4500 ГОСТ 26250-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготовлена в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Трубы из стали группы прочности Е в нормативной документации. Массовая доля серы и фосфора в стали не должна превышать 0,045% каждого.
2.3. Трубы должны быть термически обработаны. Механические свойства стали должны соответствовать указанным в табл.4.
Механические свойства стали должны соответствовать указанным в табл.4.
Таблица 4
| Наименование параметра | Норма, не менее |
Временное сопротивление, МПа (кгс/мм) | 735 (75) |
Предел текучести, МПа (кгс/мм) | 539 (55) |
Удлинение, % | 12 |
2.4. На поверхности трубы не допускаются трещины, заусенцы, ракушечники, расслоения и закаты.
Допускаются отдельные вмятины, риски и другие дефекты, обусловленные способом изготовления, следы дефектов зачистки, если они не принимают толщину стенки за минимальный размер, и слой окислов, не затрудняющий осмотр.
2.5. Поверхность резьбы, упорного буртика и торца должны быть гладкими, без вмятин, царапин и других дефектов. На поверхности отверстия внутренней канавки и наружной резьбы допускаются следы резьбонарезного инструмента.
2.6. Параметр шероховатости по ГОСТ 2789-73 не должен превышать:
20 мкм для поверхности упорной и торцов уступов,
40 мкм — для поверхности резьбы и остальных механически обработанных поверхностей.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одинакового диаметра и сопровождаться одним документом о качестве по ГОСТ 10692-80 с добавлением: содержание серы и фосфора в стали документ принимают на себя как изготовитель металла.
Количество трубок в партии — не более 300.
3.2. Контрольная поверхность, геометрические размеры труб и правильность выполнения резьбы подчинены каждой трубе.
3.3. Для контроля качества из партии взяты:
одна труба — для контроля механических свойств металла;
5% — для контроля биения поверхности резьбы относительно наружной поверхности трубы;
2% — для контроля биений стойкости и параметра конусности торцов и шероховатости поверхностей;
две трубы — для контроля шага и высоты резьбы.
При разногласиях в оценке содержания серы и фосфора в стали на пробу берется одна труба.
3.4. При неудовлетворительных результатах испытаний хотя бы по одному из показателей (за исключением биения поверхности резьбы относительно наружного диаметра трубы) проводятся повторные испытания на удвоенном количестве труб, отобранных из одной партии. Результаты повторных тестов распространяются на всю партию.
При неудовлетворительных результатах контроля биения поверхности резьбы относительно наружного диаметра трубы контролю подлежит каждая труба партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Из каждой выбранной трубы вырезают по одному образцу для каждого испытания.
4.2. Содержание серы и фосфора в стали определяют по ГОСТ и ГОСТ 12347-77 12345-2001 или другими методами, обеспечивающими требуемую точность.
Пробы отбирают по ГОСТ 7565-81.
4.3. Испытание на растяжение проводят на продольных коротких образцах по ГОСТ 10006-80. Скорость подвижного захвата:
вверх до предела текучести не более 10 мм/мин,
до предела текучести не более 40 мм/мин.
Допускается контроль механических свойств неразрушающими и статистическими методами в нормативной документации.
Различия в оценке результатов испытаний, проводимых по ГОСТ 10006-80.
4.4. Осмотр поверхности осуществляется визуально. Проверка глубины допустимых дефектов осуществляется допуском или другими способами.
4.5. Отклонение от прямолинейности труб длиной 1 м испытательной линейкой длиной 1 м по ГОСТ 8026-92 и комплектом щупов для НД.
4.6. Контролируют внутренний диаметр расходомеров-пробок 14810-69 по ГОСТ, ГОСТ и ГОСТ 14812-69 21401-75.
Контроль толщины стенки трубы проводят микрометром по ГОСТ 6507-90.
Контроль длины провести рулеткой длиной 10 м по ГОСТ 7502-98.
4.7. Шаг и высота контрольной резьбы в универсальном микроскопе в нормативной документации.
4.8. Контроль диаметров резьбы и расстояния между упорными поверхностями производится калибрами НД.
При свинчивании резьбовых рабочих калибров с резьбовой трубой, а также при их надевании или введении в рабочую резьбу калибров гладкий конец трубы должен располагаться между измерительными поверхностями калибра или совпадать с одной из них.
4.9. Контроль биения поверхности резьбы относительно наружной поверхности трубы должен производиться следующим образом: труба свинчивается специальной оправкой, резьба которой выполнена соосной с цилиндрическим хвостовиком. На цилиндрический хвостовик оправки следует насадить втулку с кронштейном для крепления индикатора часового типа по ГОСТ 577-68.
Вращая трубу и удерживая втулку индикатором, измерить радиальное биение наружной поверхности трубы относительно поверхности резьбы в плоскости упорного выступа или упорного наружного конца внутренней резьбы (черт.4 и 5 ).
Черт.4
1 — труба; 2 — оправка
Черт.4
Черт.5
1 — труба; 2 — оправка
Дамн.5
Допускается применение других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.10. Биение упорного торца контрольной поверхности осуществляется стрелочным индикатором по ГОСТ 577-68 на снятие трубы со станка или вращением трубы в специальном приспособлении (станке), центровка трубы осуществляется относительно внешний диаметр резьбы.
Допускается использование других методов контроля, обеспечивающих выполнение требований настоящего стандарта.
4.11. Отклонение конусности по наружному диаметру наружной резьбы и внутреннему диаметру внутренней резьбы измеряют гладкими калибрами (кольцами и пробками) для НД и набором щупов для НД.
4.12. Проверка шероховатости поверхности согласно нормативной документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение должны соответствовать ГОСТ 1069.2−80 с дополнениями.
5.1.1. На каждую трубу на расстоянии 50-100 мм от конца наносят клеймо с указанием: товарного знака изготовителя, размера, условного наружного диаметра и клейма ОТК.
5.1.2. Консервации подлежит резьба и обработанные поверхности труб. Вариант защиты ВВ 4 по ГОСТ 9.014-78.
5.1.3. Упаковка труб осуществляется в пакеты с использованием шестигранных колпачков, защищающих концы пакетов, и специальных штифтов, пропущенных через центральную трубку пакета (рис. 6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
6). Между донышками заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно герметично связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и ориентировочные размеры приведены в табл.5.
Damn.6
— диаметр упаковки; — ширина пакета; — длина трубы в упаковке
1 — труба бурильная; 2 — крышка; 3 — муфта; 4 — полоса лиственных пород
Дамн.6
Таблица 5
| Условный наружный диаметр труб, мм | Количество труб в упаковке. | Размер упаковки, мм | |
диаметр | ширина | ||
| 43 | 37 | 318 | 276 |
| 55 | 19 | 294 | 256 |
| 70 | 19 | 376 | 326 |
5. 1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 штук по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от конца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
1.4. Допускается связывание труб в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Пакет должен состоять из труб одинакового диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в пакете должно быть не более 100 штук по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от конца при длине трубы 3000 мм и в трех местах (концы и середина ) при длине трубы 4500 мм и более.
Резьбовые трубки должны быть защищены предохранительными заглушками и колпачками (кольцами).
5.1.5. Пакеты, набитые шестигранными крышками, и пакеты, набитые проволокой (лентой), выровнены в поперечном направлении не менее чем на два оборота.
Rolls -Royce Ghost Dimensions 2013 — Длина, ширина, высота, кружок поворота, просмотр заземления, колесная база и размер
Высота от
1550 мм
Ширина от
1948 мм
Длина
5399 мм 9000 1948 мм
.0003
Высота, измеренная от земли до верха автомобиля, составляет 1550 мм во всех вариантах.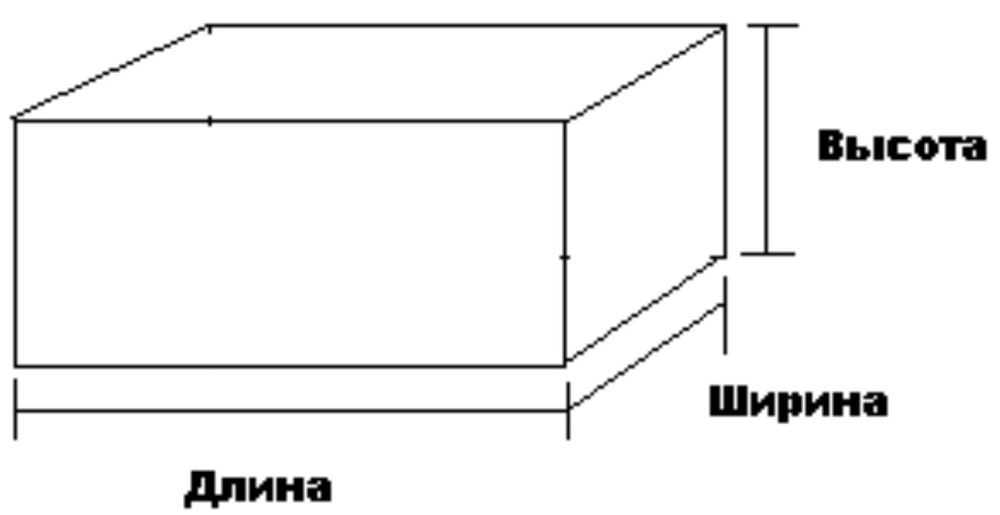 Ширина 1948 мм. Длина колеблется от 5399 мм до 5569 мм в зависимости от варианта. В таблице ниже приведен полный список размеров Rolls-Royce Ghost 2013, включая высоту, ширину, длину и другие параметры для каждого автомобиля.
Ширина 1948 мм. Длина колеблется от 5399 мм до 5569 мм в зависимости от варианта. В таблице ниже приведен полный список размеров Rolls-Royce Ghost 2013, включая высоту, ширину, длину и другие параметры для каждого автомобиля.
Подробнее
Rolls-Royce Ghost Полное руководство
Искать другое транспортное средство
2013 Rolls-Royce Ghost Dimensions
Ghost, 6,6 л, неэтилированный бензин премиум-класса, 8-СТУПЕНЧАТАЯ АВТОМАТИЧЕСКАЯ
| Размер | Метрическая система | Имперский |
|---|---|---|
| Rolls-Royce Ghost Height | 1550 мм | 5 футов 1 дюйм |
| Rolls-Royce Ghost Ширина | 1948 мм | 6 футов 5 дюймов |
| Длина Rolls-Royce Ghost | 5399 мм | 17 футов 9 дюймов |
| Rolls-Royce Ghost Дорожный просвет без груза | 140 мм | 6 в |
| Колесная база Rolls-Royce Ghost | 3295 мм | 10 футов 10 дюймов |
| Призрачный вес Rolls-Royce | 2435 кг | 5368 фунтов |
| Rolls-Royce Ghost Поворотный круг | 13,40 м | 43 фута 12 дюймов |
| Rolls-Royce Ghost Размер шин | 255/50 R19 | 255/50 R19 |
Примечание.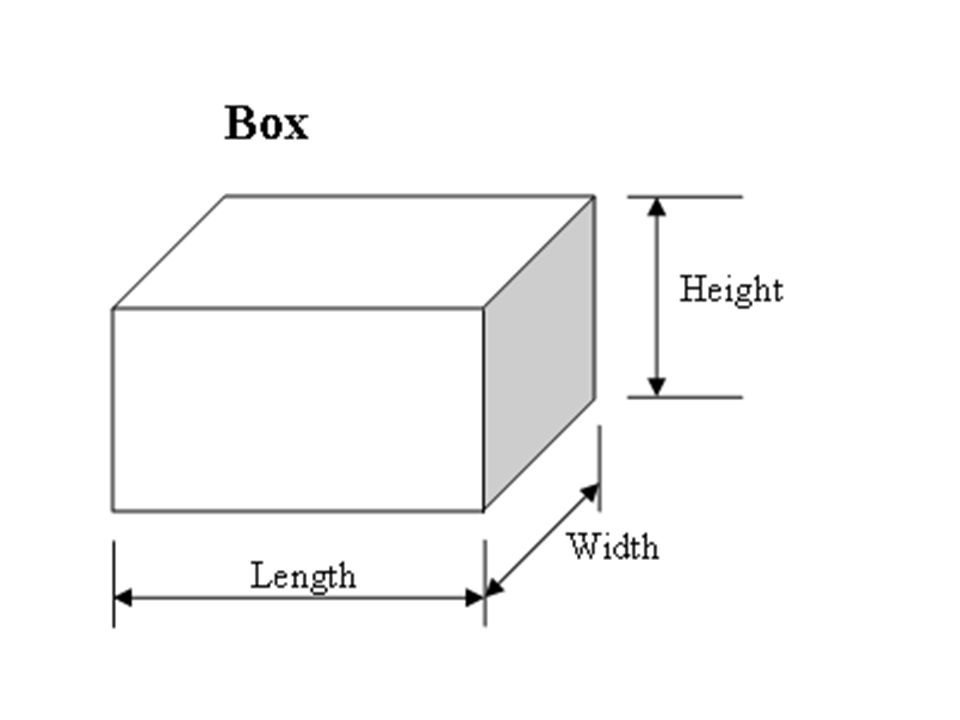 Размеры, показанные выше, относятся к Rolls-Royce Ghost, 6,6 л, неэтилированный бензин премиум-класса, 8-СТУПЕНЧАТАЯ АВТОМАТИЧЕСКАЯ.
Размеры, показанные выше, относятся к Rolls-Royce Ghost, 6,6 л, неэтилированный бензин премиум-класса, 8-СТУПЕНЧАТАЯ АВТОМАТИЧЕСКАЯ.
Чтобы отобразить параметры другого варианта, щелкните одну из строк в таблице ниже.
Все размеры Rolls-Royce Ghost 2013 года
Седан
| Rolls-Royce Ghost 2013 | Характеристики | Высота x Ширина x Длина (мм) |
|---|---|---|
| Призрак | Технические характеристики: 6,6 л, неэтилированный бензин премиум-класса, 8-СТУПЕНЧАТАЯ АВТОМАТИЧЕСКАЯ | Высота х Ширина х Длина: 1550 х 1948 х 5399 |
| Призрак EWB | Технические характеристики: 6,6 л, неэтилированный бензин премиум-класса, 8-СТУПЕНЧАТАЯ АВТОМАТИЧЕСКАЯ | Высота х Ширина х Длина: 1550 х 1948 х 5569 |
Отказ от ответственности: Информационные службы Glass (ГИС) и CarsGuide Autotrader Media
Solutions Pty Ltd.