Окраска алюминиевого профиля: Порошковое окрашивание алюминиевых профилей
Порошковое окрашивание алюминиевых профилей
Качество поверхности прессованных профилей без какой-либо дополнительной их обработки часто бывает вполне приемлемым для многих случаев. Типичными примерами являются несущие алюминиевые конструкции и детали модульных сборочных систем для машиностроения [1].
Алюминиевые профили для ограждающих конструкций, например, для окон, дверей и фасадов, несут не только конструкционные, но и декоративные функции. Поэтому на них обычно наносят защитно-декоративные покрытия, чаще всего порошковые и анодно-окисные [2].
Ниже представлен обзор особенностей порошкового окрашивания алюминиевых профилей, которые связаны с их формой, конструкцией и условиями эксплуатации.
См. также Алюминиевые профили: сплавы и состояния
Порошковое окрашивание
Порошковое окрашивание – это процесс покрытия поверхности порошковым материалом (в отличие от жидкой краски). Порошковые краски состоят из полимерных смол, а также различных добавок и красящих пигментов, которые измельчены в частицы со средним диаметром от 25 до 90 микрометров. Основное различие между порошковыми покрытиями и покрытиями из жидких красок состоит в том, что порошковые покрытия производятся в виде самостоятельно летящих частиц краски, тогда как жидкие краски требуют применения воды или растворителя и в этом случае краска имеет вид суспензии.
Основное различие между порошковыми покрытиями и покрытиями из жидких красок состоит в том, что порошковые покрытия производятся в виде самостоятельно летящих частиц краски, тогда как жидкие краски требуют применения воды или растворителя и в этом случае краска имеет вид суспензии.
Большим преимуществом порошковых покрытий является то, что они могут применяться с практически нулевым вредным воздействием на окружающую среду. Процесс нанесения порошкового покрытия является механическим и термическим – он не образует вредных стоков или выделений. Кроме того, методы нанесения порошковых покрытий относительно дешевы.
Термопластики и термореактивы
Порошковые краски бывают термопластичными и термореактивными.
Термопластичные порошковые покрытия расплавляются при нагреве. Примерами термопластиков являются полиэтилен, полипропилен и нейлон.
Для окрашивания алюминиевых профилей применяют только термореактивные порошковые краски. Эти порошковые покрытия не расплавляются при последующем нагреве. Для порошкового окрашивания алюминиевых профилей обычно применяют термореактивные порошковые краски на основе эпоксидных, полиэстерных и акриловых смол. Когда эти смолы нагреваются в печи, между частицами возникают реакции с возникновением перекрестных химических связей, которые уже не разрываются при последующем нагреве.
Для порошкового окрашивания алюминиевых профилей обычно применяют термореактивные порошковые краски на основе эпоксидных, полиэстерных и акриловых смол. Когда эти смолы нагреваются в печи, между частицами возникают реакции с возникновением перекрестных химических связей, которые уже не разрываются при последующем нагреве.
Электростатическое напыление
Для напыления порошка на поверхность алюминиевых профилей применяют электростатическое напыление порошка.
Высокая теплопроводность алюминия способствует быстрому прогреву профилей и быстрой полимеризации порошка.
Толщина элементов профилей не должна слишком различаться. Профиль с массивным основанием и рядом тонких ребер будет оставаться в печи, пока не прогреется основание – в это время тонкие ребра перегреются и порошковая краска на них деградирует.
Для алюминиевых профилей ограждающих конструкций характерно наличие функциональных пазов, например, для установки уплотнителей. Если такой паз слишком глубокий, то это вызывает проблемы с равномерностью толщины покрытия. Это явление называется «клетка Фарадея». Поскольку величина электростатического притяжения является обратной расстоянию, то заряженные частицы порошка стремятся притягиваться к алюминию на входе в паз. Это приводит к образованию наплывов на входе в паз и нехватке порошка внутри паза.
Это явление называется «клетка Фарадея». Поскольку величина электростатического притяжения является обратной расстоянию, то заряженные частицы порошка стремятся притягиваться к алюминию на входе в паз. Это приводит к образованию наплывов на входе в паз и нехватке порошка внутри паза.
Рисунок 1 – Клетка Фарадея при электростатическом порошковом окрашивании
Поверхности профиля: лицевые и невидимые
Лицевые поверхности профилей (также видимые или значащие) – это поверхности профилей, которые видны изнутри или снаружи в установленном (готовом) состоянии. Качество этих поверхностей должно соответствовать всем техническим требованиям к порошковому покрытию, таким как, заданная или минимальная толщина, блеск, а также по результатам физических и химических испытаний. Обычно лицевые поверхности указываются штриховыми линиями (рисунок 2).
Рисунок 2 – Поверхности алюминиевых профилей:
видимые, второстепенные и функциональные [3]
Кроме главных лицевых сторон часто указывают второстепенные лицевые поверхности профилей.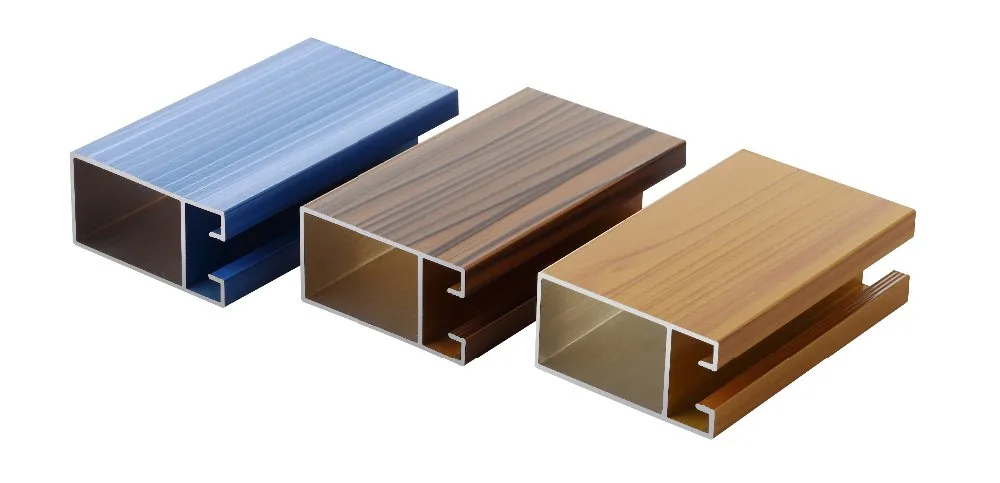 Эти поверхности становятся видимыми, например, при взгляде изнутри здания при открытом окне. В этом случае не предъявляют требования по минимальной толщине покрытия. Эти поверхности часто обозначают штрих-пунктирными линиями (см. рисунок 1) [3].
Эти поверхности становятся видимыми, например, при взгляде изнутри здания при открытом окне. В этом случае не предъявляют требования по минимальной толщине покрытия. Эти поверхности часто обозначают штрих-пунктирными линиями (см. рисунок 1) [3].
Невидимые поверхности – это поверхности профилей, которые не видны в установленной конструкции, например, окне или двери. Поэтому требования к этим сторонам профиля являются пониженными. Эти поверхности обозначают пунктирными линиями [3] или вообще не обозначают [1].
Функциональные поверхности
Для комбинированных профилей с термоизолирующими блоками (рисунок 3) и комбинированных профилей с различным цветом внутри и снаружи закатку термомостов производят после порошкового окрашивания. Поэтому к поверхностям пазов, в которые устанавливают термомостов, предъявляют функциональные требования.
Рисунок 3 – Функциональные поверхности профилей [3]
Чтобы избежать проблем при закатке термомостов в уже окрашенные профили не допускается накопления краски в пазах для термомостов.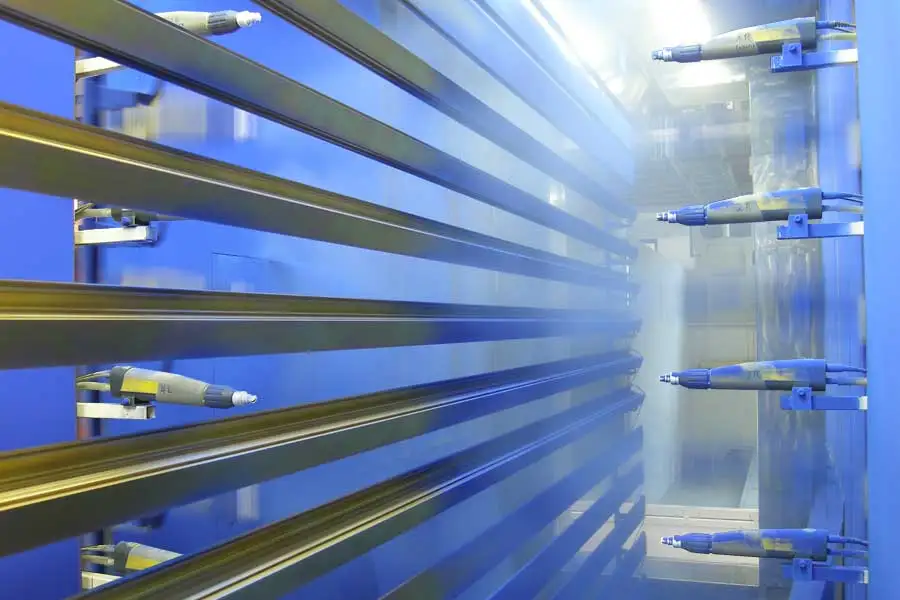 Это особенно характерно для вертикальных систем окрашивания. В этом случае краска имеет тенденцию скапливаться на нижнем конце профиля. По этой причине избыточный порошок на функциональных поверхностях иногда специальным образом вакуумируют перед загрузкой профилей с напыленным порошком в печь.
Это особенно характерно для вертикальных систем окрашивания. В этом случае краска имеет тенденцию скапливаться на нижнем конце профиля. По этой причине избыточный порошок на функциональных поверхностях иногда специальным образом вакуумируют перед загрузкой профилей с напыленным порошком в печь.
Подготовка поверхности профилей под порошковое покрытие
Важнейшим предварительным этапом порошкового окрашивания алюминиевых профилей является химическая подготовка поверхности. Чаще всего это производится путем окунания профилей (навесок, корзин) в последовательность ванн с различными химическими растворами. На крупных заводах применяют вертикальные системы подготовки и окрашивания. Большинство производителей профилей применяют в качестве основы для порошковой окраски хроматные покрытия (рисунок 4).
Рисунок 4 – Изменение толщины алюминиевого профиля
при химической подготовке и порошковой окраске
Обезжиривание
На этапе обезжиривания все масла, жиры и другие поверхностные загрязнения удаляются с поверхности профиля, чтобы получить чистую поверхность перед щелочным травлением. Обычно применяются ингибиторы, чтобы предотвратить травление алюминия в ходе этой операции очистки.
Обычно применяются ингибиторы, чтобы предотвратить травление алюминия в ходе этой операции очистки.
Щелочное травление
Перед хроматированием с поверхности алюминия нужно удалить тонкий слой естественного оксида алюминия. Температура ванны составляет от 50 до 70 °С. Длительность травления составляет от 3-4 минут и более в зависимости от состояния поверхности профилей.
Осветление
В ванне осветления (деоксидации) с профилей удаляют темный налет, который образовался после щелочного травления. Этот налет состоит из оксидов магния, интерметаллидов, кремния и других частиц, которые вытравились, но не растворились в ванне щелочного травления.
Этот налет удаляется путем окунания профилей в раствор серной или азотной кислоты. Длительность этого окунания может быть от 30 секунд до 5 минут в зависимости от состава налета и алюминиевого сплава.
Хроматация
Хроматация – это процесс химического оксидирования поверхности алюминиевого профиля в хроматном растворе. В результате хроматации образуется тонкий окисдный слой, который называют конверсионным покрытием. Этот оксидный слой обеспечивает высокую коррозионную защиту алюминиевой поверхности и высокую адгезию для порошкового покрытия. Это хроматное покрытие может иметь цвет от белого до золотистого или коричнево-зеленоватого в зависимости от состава хроматного раствора.
В результате хроматации образуется тонкий окисдный слой, который называют конверсионным покрытием. Этот оксидный слой обеспечивает высокую коррозионную защиту алюминиевой поверхности и высокую адгезию для порошкового покрытия. Это хроматное покрытие может иметь цвет от белого до золотистого или коричнево-зеленоватого в зависимости от состава хроматного раствора.
Хроматная обработка поверхности алюминия считается самым надежным способом ее подготовки под порошковую окраску. Однако обычные шестивалентные хроматы представляют собой определенную угрозу для людей окружающей среды и поэтому требуют повышенной техники безопасности и надежной системы очистки стоков. В настоящее время для обработки поверхности алюминиевых профилей все шире применяют различные бесхроматные растворы и растворы на основе трехвалентного, а не шестивалентного хрома. Следует, однако, отметить, что для надежной подготовки поверхности эти технологии требуют строгого контроля качества и высокой культуры производства.
Промывки
Обычно после каждого рабочего этапа применяют промывку (или две), чтобы удалить с поверхности рабочие химикаты и предотвратить их перенос в последующие рабочие растворы.
Для первых этапов подготовки применяют обычную водопроводную воду, но завершающие промывки должны быть очень чистыми, чтобы избежать проблем с адгезией и коррозией. Поэтому для последних промывок применяют деионизированную (деминерализованную) воду. О чистоте воды судят по ее электропроводимости: она должна превышать 30 μS/см (микросименсов на сантиметр).
Длительность промывок обычно составляет несколько минут. Активное полоскание профилей и перемешивание воды сжатым воздухом (барботирование) способствуют более тщательной промывке профилей.
Сушка
Перед нанесением на профили порошка они должны быть полностью сухими. При сушке профилей температура их поверхности не должна быть слишком высокой. Предельной температурой для хроматного покрытия является температура около 65 °C.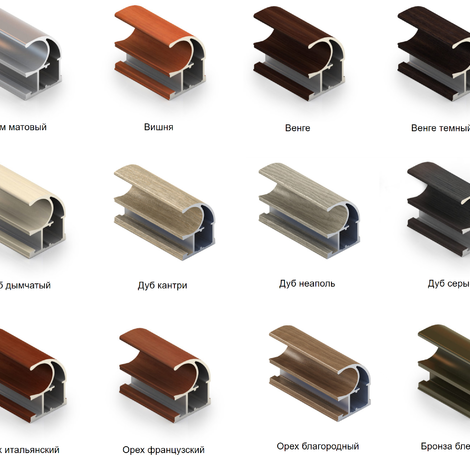
Источники:
1. Design Manual — SAPA, 2014.
2. ГОСТ 22233-2001.
3. https://www.yumpu.com/en/document/view/4011919/frame-raico
Порошковая покраска алюминиевого профиля: как производится, преимущества.
Your browser does not support the video tag.
Алюминиевый профиль широко используется в самых разных отраслях. Для придания более эстетичного вида и повышения прочности на его поверхность наносятся порошковые краски. В результате образуется защитный слой, который предупреждает коррозию металла.
Особенности покраски профиля
Процедура окраски алюминиевого профиля состоит из нескольких этапов, основные из них:
- Очищение поверхности от всех загрязнений, которые могут ухудшить адгезию. Этап включает в себя удаление пыли, жира, нанесение конверсионного слоя (хроматирование). Это мероприятие позволит повысить степень сцепления краски с основанием вдвое, а то и втрое.
- Нанесение красителя.
 Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.
Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.
 Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.
Процесс происходит под действием электростатического напряжения. Частицы краски образуют прочное покрытие без подтеков и наплывов. При этом алюминиевый профиль подвешивается в камере на особом траверсе.- Затвердевание красителя. Для этого алюминиевый профиль помещается в печь, где поддерживается температура около 220 °С. В результате полимерный краситель оплавляется, происходит прочное соединение его частиц между собой.
- Сушка металлоизделия. Этап необходим для того, чтобы слой краски набрал нужную прочность. Сохнет краска быстро — не более часа.
Вся процедура нанесения красителя занимает немного времени в сравнении с обычной окраской. Но для ее проведения необходимо специальное оборудование, поэтому самостоятельно осуществить мероприятие не получится. Такую работу выполняют специализированные компании, в числе которых ООО «ПСК «Зелматик».
Преимущества порошковой покраски
Подобный способ окрашивания обладает массой достоинств, среди них:
- Алюминиевый профиль может приобрести любой цвет.
- Покрытие может выдерживать экстремальные температуры.
- Обработанная поверхность не боится ультрафиолета, коррозии, ударов.
- Экономичность. Красителя расходуется заметно меньше, чем обычных ЛКМ.

Порошковая покраска алюминиевого профиля не только защищает металлоизделие от негативных внешних влияний, но и улучшает внешний его вид, не нанося при этом вреда окружающей среде.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
- Позвонив по телефону: 8 (495) 763 44 09
- написав на почту: [email protected]
- Через форму: обратной связи
Токарные работыПодробнее
Фрезерные работыПодробнее
Лазерная резкаПодробнее
Сварочные работыПодробнее
Изготовление деталейПодробнее
Порошковая покраскаПодробнее
ГальваникаПодробнее
Гибка металлаПодробнее
Изготовление металлоконструкцийПодробнее
Карта сайта
Спасибо
Наши менеджеры свяжутся с Вами в ближайшее время.
Является ли жидкая краска лучшей отделкой для моих алюминиевых профилей?
При выборе правильной отделки для ваших алюминиевых профилей необходимо учитывать ряд факторов.
Вы должны помнить, как будут использоваться выдавливания. И вам также нужно решить, придавать ли большее значение внешнему виду или защите от коррозии.
Жидкая краска является одним из наиболее распространенных покрытий для алюминиевых профилей. И, как и в случае с другими отделками, у него есть свои преимущества и недостатки. Вот несколько из каждого.
Преимущества жидкой краски
- Больше цветов, чем при любом другом процессе
- Большое разнообразие типов красок
- Может использоваться для облегчения производства небольших партий
Недостатки жидкой краски
- Содержит вредные летучие органические соединения
- Образуется больше отходов, чем при порошковой окраске
- Трудно добиться постоянного цвета
Какие цвета можно использовать с жидкой краской?
Практически любой цвет, который вы можете себе представить, можно смешать в виде жидкой краски. С порошковым покрытием создать нестандартные цвета сложнее. Это происходит из-за процесса измельчения, который идет вместе с ним.
С порошковым покрытием создать нестандартные цвета сложнее. Это происходит из-за процесса измельчения, который идет вместе с ним.
Рассмотрите варианты цвета как преимущество для этого типа отделки.
Какие типы красок я могу выбрать?
Существует множество вариантов окраски. Возможные варианты: акрил, полиэстер, силиконовый полиэстер и PVDF.
Соответствующий выбор может быть сделан на основе требований к применению, коррозионной стойкости и т.д.
Что делать, если у меня есть небольшая партия экструзии?
Жидкая краска обычно используется для мелкосерийного производства. Это потому, что так легко получить точные цвета, которые вы ищете. При порошковом покрытии вам, возможно, придется полагаться на доступные цвета, которые обычно используются.
Если вам нужна большая цветовая гибкость для небольшой партии, это преимущество жидкой краски.
Являются ли жидкие краски вредными для человека или окружающей среды?
Растворитель в жидких красках содержит летучие органические соединения (ЛОС).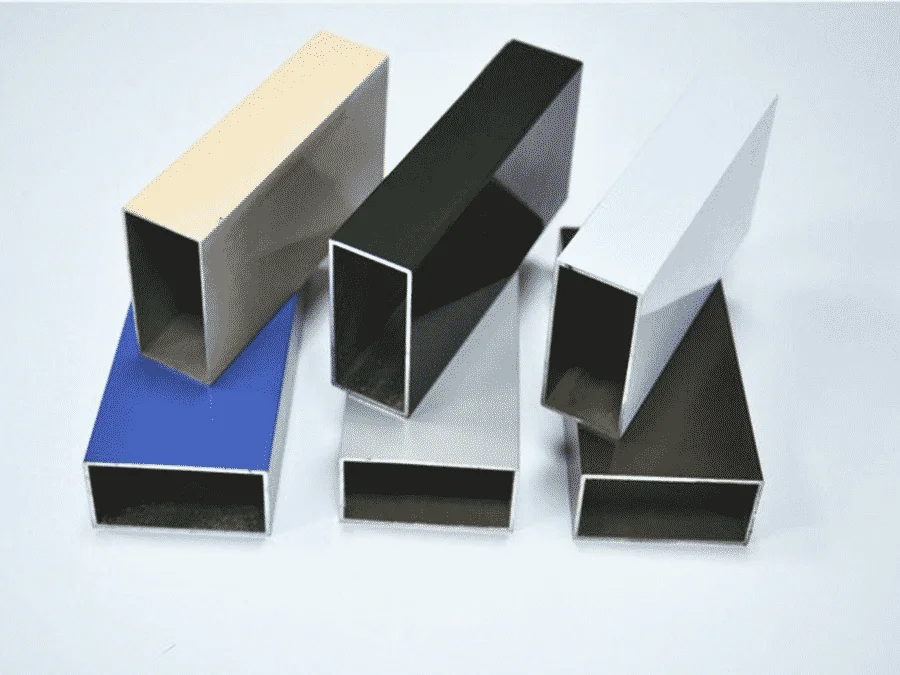 Эти летучие органические соединения являются предшественниками образования озона, аналогичного выхлопным газам автомобилей. Таким образом, они определенно вредны для человека и окружающей среды.
Эти летучие органические соединения являются предшественниками образования озона, аналогичного выхлопным газам автомобилей. Таким образом, они определенно вредны для человека и окружающей среды.
Однако вред окружающей среде от летучих органических соединений может быть ограничен. Это требует использования дорогостоящих систем снижения выбросов ЛОС. Когда производители используют эти системы, они увеличивают затраты.
Жидкая краска создает больше отходов?
По сравнению с порошковой покраской жидкая краска несколько более расточительна. Излишки краски теряются навсегда и не могут быть использованы повторно.
Это определенно недостаток, который следует учитывать при сравнении этих двух видов отделки.
Будут ли мои выдавливания всегда иметь согласованный внешний вид?
Из-за ежедневных различий в оборудовании, условиях и процессах внешний вид может отличаться.
Это необходимо учитывать при покраске.
«Жидкая краска является популярным вариантом для отделки алюминиевых профилей. Хотя это связано с экологическими недостатками, их можно свести к минимуму на фабриках, которые вложили средства в системы очистки. Однако это увеличивает расходы».
Хотя это связано с экологическими недостатками, их можно свести к минимуму на фабриках, которые вложили средства в системы очистки. Однако это увеличивает расходы».
Гэри Тилинг
Генеральный директор Gabrian International
Требуется ли предварительная обработка для жидкой краски?
Когда экструзионная поверхность подвергается воздействию кислорода, происходит некоторое начальное окисление. При этом образуется черная или сероватая сажа, которую необходимо удалить. Поэтому производителю необходимо предварительно обработать алюминий.
Они делают это с помощью различных спреев, которые применяют для его удаления. После предварительной обработки поверхность можно окрашивать.
Жидкая краска в сравнении с порошковым покрытием
По сравнению с порошковым покрытием жидкая краска дает аналогичные варианты цвета. Но это даст вам немного больше из них. А краска дает вам гибкость при работе с небольшими партиями. Однако, как правило, он не так устойчив к сколам. И он содержит летучие органические соединения, которые вредны для окружающей среды.
И он содержит летучие органические соединения, которые вредны для окружающей среды.
Жидкая краска в сравнении с анодированием/окрашиванием
По сравнению с анодированием жидкая краска дает более широкий диапазон ярких цветов. Это придаст вам менее алюминиевый вид. Кроме того, цвет анодированного и окрашенного алюминия меньше подвержен влиянию солнечного света и погодных условий, чем краска.
Резюме
Жидкая краска является популярным средством для отделки алюминиевых профилей.
Предлагается множество цветовых вариантов и типов окраски. И его можно использовать для более легкого производства небольших партий. Но образующиеся ЛОС могут быть вредны для окружающей среды. И в процессе образуется больше отходов. Может быть сложно добиться одинакового цвета во всех партиях.
Вы должны принять во внимание эти характеристики при выборе отделки для ваших профилей.
Посетите нашу страницу алюминиевых профилей для получения дополнительной информации о наших услугах. Мы предлагаем высококачественные профили из Индии с своевременной доставкой и отличным сервисом.
Мы предлагаем высококачественные профили из Индии с своевременной доставкой и отличным сервисом.
Подробнее
Покраска алюминиевого профиля в серебристый цвет
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
-
Автор темы
Rnb1 -
Дата начала
-
21 -
4792
Rnb1
#1
Привет,
Хотите покраситься в черный цвет, порошковая покраска невозможна из-за затрат.
Думал сначала построить установку, а потом покрасить.
У кого-нибудь была успешная окраска серебристым алюминиевым экструзионным профилем? Если да, то какой процесс вы следовали?
Спасибо
Сортировать по дате
Сортировать по голосам
брк19
#2
Мои действия по покраске анодированного алюминия:
Слегка отпескоструить абразивом из оксида алюминия, слегка шероховатая поверхность способствует адгезии краски.
Очистите обезжиривающим средством, дайте высохнуть.
Разбейте банки с погремушками.
Голосовать за
0
Андрей_WOT
Андрей_WOT
#3
Почему бы не использовать черный профиль?
Голосовать за
0
Элафе
Элафе
#4
Я бы никогда не стал красить алюминиевые профили. Краска будет легко отслаиваться и в конечном итоге полностью отпадет, что приведет к катастрофической эстетической катастрофе. Кроме того, как вы планируете красить области внутри профилей? Вы также красите болты и гайки? Всякий раз, когда вам нужно что-то подтянуть или ослабить, краска тоже откалывается.
Краска будет легко отслаиваться и в конечном итоге полностью отпадет, что приведет к катастрофической эстетической катастрофе. Кроме того, как вы планируете красить области внутри профилей? Вы также красите болты и гайки? Всякий раз, когда вам нужно что-то подтянуть или ослабить, краска тоже откалывается.
Последнее редактирование:
Проголосовать за
0
Rnb1
#5
Сейчас я тестирую несколько спреев специально для износостойкого алюминия с разными грунтовками.
Я проведу скретч-тесты и т. д. для сравнения, я отчитаюсь
Голосовать за
0
blekenbleu
SimHub+Arduino хакер
блекенблю
#6
Cr5000462 сказал:
скретч-тесты и т. д.
Нажмите, чтобы развернуть…
Включите самопротравливающую грунтовку
Голосовать за
0
брк19
#7
Я использую молибденовую смолу , довольно прочную. Термоотверждаемый, хотя такой сложный, чтобы делать длинные детали.
Последнее редактирование:
Upvote
0
ГагаринГарибальди
ГагаринГарибальди
#8
Экструдированный алюминий окрашивается лучше, чем большинство металлов, так как поверхность имеет отличную адгезию. Не шлифуйте его — вы не хотите удалять анодированное покрытие, так как оно сразу же начнет окисляться. Ничего экстраординарного не потребовалось — тщательно обезжирить и покрасить. Травильная грунтовка, вероятно, принесет больше вреда, чем пользы — анодирование уже сделало ту же работу, что и грунтовка, — только лучше. Однако не ждите чудес — вы будете тереть окрашенный металл о окрашенный металл — это никогда не заканчивается хорошо.
Не шлифуйте его — вы не хотите удалять анодированное покрытие, так как оно сразу же начнет окисляться. Ничего экстраординарного не потребовалось — тщательно обезжирить и покрасить. Травильная грунтовка, вероятно, принесет больше вреда, чем пользы — анодирование уже сделало ту же работу, что и грунтовка, — только лучше. Однако не ждите чудес — вы будете тереть окрашенный металл о окрашенный металл — это никогда не заканчивается хорошо.
Голосовать за
0
Rnb1
#9
На выходных я попробовал кое-что.
1) без грунтовки, без затирания, ровный верхний слой в обычном полуглянцевом черном цвете. — не делайте этого, он отслаивается.
— не делайте этого, он отслаивается.
2) без шлифовки, грунтовка upol #8 кислотным травлением, затем верхнее покрытие rustoleum combicolor. — сохнет долго, но не отслаивается, я могу слегка потереть монету поверх него, и он не оставляет следов, нажимаю сильнее, и он остается, но опять же, то же самое происходит с черным анодированием.
3) без шлифовки, без грунтовки, прямой финишный слой цвета rustoleum combi. Очень похоже на тот вариант, на который я сначала наносил грунтовку.
Пока что я не думаю, что грунтовка нужна для рустолеума, рустолеум говорит, что грунтовка не нужна для комбинированного цвета.
Следующий шаг, я буду пробовать разные лаки. Сатин и мат.
Голосовать за
0
Rnb1
#10
Дальнейшее испытание,
Я использовал только грунтовку, прокрутил ее вверх и вниз, и она твердая как камень! Это заставляет меня думать, что предыдущая слабость, возможно, связана с верхним слоем rustoleum 9.0003
Теперь я попробовал свежую грунтовку и стандартную черную глянцевую краску Halford,
Я надеюсь, что краски Halford лучше всего подойдут в качестве верхнего слоя, если они это сделают, полное изменение цвета может быть достигнуто менее чем за 20 фунтов стерлингов!
Лак еще не пробовал.
Голосовать за
0
механический
механический
#11
ГагаринГарибальди сказал:
Экструдированный алюминий окрашивается лучше, чем большинство металлов, так как поверхность имеет отличную адгезию. Не шлифуйте его — вы не хотите удалять анодированное покрытие, так как оно сразу же начнет окисляться. Ничего экстраординарного не потребовалось — тщательно обезжирить и покрасить. Травильная грунтовка, вероятно, принесет больше вреда, чем пользы — анодирование уже сделало ту же работу, что и грунтовка, — только лучше. Однако не ждите чудес — вы будете тереть окрашенный металл о окрашенный металл — это никогда не заканчивается хорошо.
Нажмите, чтобы развернуть…
Этот.
люди дают советы по покраске, как если бы это был необработанный алюминий. Анодирование — это лучшая обработка кислотным травлением/герметизацией, позволяющая сделать поверхность алюминия, реагирующую с кислородом, инертной, и в домашних условиях вы не справитесь лучше. Фактически многие окрашенные алюминиевые изделия сначала анодируются. Обезжирьте и используйте предпочтительную систему грунтовки/верхнего покрытия или продукт DTM (прямое нанесение на металл)
Фактически многие окрашенные алюминиевые изделия сначала анодируются. Обезжирьте и используйте предпочтительную систему грунтовки/верхнего покрытия или продукт DTM (прямое нанесение на металл)
.
Голосовать за
0
Руп
#12
Ожидание испытаний лака
Голосовать за
0
Кек700
Кек700
№13
Cr5000462 сказал:
Привет,
Хотите покраситься в черный цвет, вариант с порошковым покрытием невозможен из-за затрат.
Думал сначала построить установку, а потом покрасить.
У кого-нибудь была успешная окраска серебристым алюминиевым экструзионным профилем? Если да, то какой процесс вы следовали?
Спасибо
Нажмите, чтобы развернуть…

Некоторое время назад я как-то разговаривал с кем-то здесь, в гоночном отделе, по поводу его установки, не то чтобы пленочное покрытие было частью моих интересов.
Он использовал автомобильную пленку и создал на своей машине рисунок с изображением автоспорта, это действительно выглядело хорошо.
Это простая в изготовлении, достаточно дешевая и красивая установка.
Вы также можете имитировать графику вашего любимого гоночного автомобиля.
Голосовать за
1
Фил Кенрик
Фил Кенрик
№14
Кек700 сказал:
Некоторое время назад я как-то разговаривал с кем-то здесь, в гоночном отделе, по поводу его установки, не то чтобы пленочное покрытие было частью моих интересов.
Он использовал автомобильную пленку и создал на своей машине рисунок с изображением автоспорта, это действительно выглядело хорошо.
Это простая в изготовлении, достаточно дешевая и красивая установка.Вы также можете имитировать графику вашего любимого гоночного автомобиля.
Нажмите, чтобы развернуть…
Вы не помните нить, не так ли? Хочу сделать это сам
Голосовать за
0
Кек700
Кек700
№15
Нет, я не знаю, я не уверен, даже если бы я мог вспомнить, что он хотел бы, чтобы я назвал его имя и установку. Он очень тщательно следил за своей частной жизнью и делал мне одолжение, рассказывая мне о своей машине. Который я скопировал, купив очень похожий.
Но сделать это довольно легко, и если самоделка не для вас, найти кого-то, кто сделает это для вас, достаточно дешево и легко, я уверен, что любой автомобильный оклейщик сделает это по вашему дизайну.
Голосовать за
0
Фил Кенрик
Фил Кенрик
№16
Есть ли шанс получить вашу фотографию? Я пытаюсь получить идею, я могу отправить вам письмо
Голосовать за
0
Кек700
Кек700
# 17
будем рады отправить вам фотографию.
Последнее редактирование:
Голосование за
0
Ронк Хегевалл
Ронк Хегевалл
# 18
Мой шведский Rig Design Modus Ultimate-alurig был покрашен в автомастерской. Все золото. Превосходный результат. Не скалывается, пользуюсь ежедневно уже 18 месяцев…
Голосовать за
0
Эндрю МакКиллоп
ЭндрюМакКиллоп
# 19
Кек700 сказал:
Нажмите, чтобы развернуть…
Так это была серебристая алюминиевая установка???
Голосовать за
0
Кек700
Кек700
#20
Нет, крашенный в черный цвет, не анодированный, думаю, что дорого бы обошлось.
Не знаю, сколько компании стоят и получают экструзию, поэтому не могу комментировать.
Я думал, что он был анодирован, когда я его купил, но был доволен окрашенным и через 1 1/2 года все еще выглядит как новый с очень небольшим количеством заметных следов.