Прессованные профили из алюминиевых сплавов: Карта сайта
| Тип проката | Вид металла | Размеры |
|---|---|---|
Лист, Плита, Лента (полоса), Шина Круг, проволока Шестигранник Квадрат Труба круглая, втулка Труба профильная Уголок Швеллер Тавр Двутавр | -Выберите-АлюминийМедьЛатуньБронзаОловоСвинецЦинкНикелевые сплавыМедно-никелевые сплавыНихромНержавеющие сталиСталь АМг2 АМг3 АМг5 АМг6 АД1 АД31 АМц, АМцС, ММ Д16 1105, А5, А5Е, А6, А7, АД0, АД00 М1, М2, М3 Л63 Л68 ЛС59-1 Л70 Л80 Л85 Л90 БрАЖ9-4 БрОЦС5-5-5 БрАЖМц10-3-1,5 БрАМц9-2 БрКМц3-1 БрБ2 БрХ1 БрАЖН10-4-4 БрОФ6,5-0,15 БрОФ7-0,2 БрОЦ4-3 С0, С1, С2 Ц0, Ц1 НМц2,5 НМц5 НК0,2 Алюмель НМцАК2-2-1 Монель НМЖМц28-2,5-1,5 Хромель Т НХ9,5 МНЖ5-1 Манганин МНМц3-12 Мельхиор МН19 Копель МНМц43-0,5 Константан МНМц40-1,5 Куниаль А МНА6-1,5 Куниаль Б МНА6-1,5 Нейзильбер МНЦ15-20 Х15Н60 Х20Н80 04Х18Н10Т, 08Х18Н12Б 08Х13, 08Х17Т, 08Х20Н14С2 08Х22Н6Т, 15Х25Т 08Х18Н10, 08Х18Н10Т 08Х18Н12Т 10Х17Н13М2Т 10Х23Н18 12Х13, 12Х17 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9 Ст3, Ст5, Ст10, Ст20 | Длина (м) b — Ширина (мм) c — Толщина (мм) Длина (м) b — Диаметр (мм) Длина (м) b — Сечение (мм) Длина (м) b — Сечение (мм) Длина (м) b — Толщина стенки (мм) c — Диаметр (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) Длина (м) b — Толщина стенки (мм) c — Высота полки1 (мм) d — Высота полки2 (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) e — Толщина перемычки (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) e — Толщина перемычки (мм) |
Профили прессованные из алюминия и алюминиевых сплавов
Настоящий стандарт распространяется, на прессованные профили из алюминия и алюминиевых сплавов, предназначенные для нужд народного хозяйства и для экспорта.
1. Классификация
1.1. Профили подразделяют:
по типу:
сплошные площадью поперечного сечения до 200 см и диаметром писанной окружности до 350 мм;
полые площадью поперечного сечения до 60 см и диаметром шисанной окружности до 250 мм;
по состоянию материала:
без термической обработки (горячепрессованные) — обозначаются меткой алюминия или алюминиевого сплава без дополнительных наков;
отожженные — М;
закаленные и естественно состаренные — Т;
закаленные и искусственно состаренные — Т1;
неполностью закаленные и искусственно состаренные.— T 5;
по виду прочности:
нормальной прочности — обозначаются маркой сплава и состояния материала без дополнительных знаков;
повышенной прочности — ПП.
Профили в закаленном и естественно или искусственно состарен ном состоянии из сплавов марок АВ, Д1, Д16, АК4, АКб, 1915, 1925 изготавливают с максимальной толщиной полок и стенок не более 150 мм, из сплава марки В95 — не более 125 мм, из сплавов марок АД31, АДЗЗ, АД35, 1925С, 1935, ВД1, АВД1, АКМ — не более 100 мм.
по назначению:
общего назначения — из алюминия марок Аб, А5, АО, АД0, АД1, АДС, АД и алюминиевых сплавов марок АМц, АМцС, АМг2, АМгЗ, АМгЗС, АМг5, АМгб, АД31, АДЗЗ, АД35, АВ.Д1, Д16, АК4, К6, В95, 1915, 1925, 1925С, ВД1, АВД1, АКМ;
электротехнического назначения — из алюминия марок АДО, АД00, А7, Аб, А5, А5Е и алюминиевых сплавов марок АД31, АД31Е.
1.2. Номер или шифр, длину, назначение профилей, состояние материала и прочность указывают в заказе. При отсутствии требования о назначении профилей их изготав ливают как профили общего назначения.
2. Сортамент
2.1. Форма и размеры профилей, площади сечений, диаметры описанной окружности и теоретическая масса 1 м длины — по ГОСТ 13616—78, ГОСТ 13617—82, ГОСТ 13618—81, ГОСТ 13619—81, ГОСТ 13620—90, ГОСТ 13621—90, ГОСТ 13622—91, ГОСТ 13623-90, ГОСТ 13624-90, ГОСТ 13737—90, ГОСТ 13738—91, ГОСТ 17575—90, ГОСТ 17576—81 и чертежам, согласованным изготовителем с потребителем.
2. 2. Предельные отклонения по толщине полок 5 и другим размерам поперечного сечения а (черт. 1—3) и а’ (черт. 4—5), охватывающих монолитный металл профилей, должны соответствовать: для профилей из алюминия и алюминиевых сплавов, за исключением сплавов марок АМг5 и АМгб, — значениям, указанным в табл. 1;
2. Предельные отклонения по толщине полок 5 и другим размерам поперечного сечения а (черт. 1—3) и а’ (черт. 4—5), охватывающих монолитный металл профилей, должны соответствовать: для профилей из алюминия и алюминиевых сплавов, за исключением сплавов марок АМг5 и АМгб, — значениям, указанным в табл. 1;
для профилей из алюминиевых сплавов марок АМг5 и АМгб — значениям, указанным в табл. 2.
2.3. Предельные отклонения по толщине стенок (Si), образующих полые пространства (черт. 4,5), должны соответствовать значениям, указанным в табл. 1 или 2 с коэффициентом 1,5 или на чертежах.
2.3. Допускается увеличение предельных минусовых отклонений не более чем в 2,5 раза на размеры поперечного сечения или отдельные элементы профилей, подвергаемые у потребителя механической обработке с учетом припуска на механическую обработку, которые должны быть указаны в чертежах.
Таблица 1
Номинальный размер поперечного сечения профиля | Предельное отклонение размеров поперечного сечения профиля при диаметре описанной окружности | |||||||
|---|---|---|---|---|---|---|---|---|
ДО 30 | Св. до 60,0 | Св. 60,0 до 100,0 | Св. 100,0 до 150,0 | Св. 150.0 до 200.0 | Св. 200,0 до 250,0 | Св. 250,0 до 300,0 | Св. 300,0 до 350,0 | |
До 1,5 вклоч. | ±0.15 | ±0.20 | ±0,25 | — | — | — | — | — |
Се. 14 до 3.0 включ. | ±0.20 | ±0.25 | ±0,30 | ±0,30 | ±0.35 | ±0,40 | — | — |
3.0 » 6,0 « | ±0,25 | ±0,30 | ±0.35 | ±0,35 | ±0.40 | ±0,45 | ±0. | ±0.45 |
6,0 » 10,0 | ±0.30 | ±0.35 | ±0,40 | ±0.40 | ±0.45 | ±0,50 | ±0.50 | ±0,50 |
» 10,0 » 15,0 « | ±0.35 | ±0,40 | ±0,45 | ±0,50 | ±0.55 | ±0.55 | ±0,60 | ±0,60 |
» 15,0 » 30,0 « | ±0,45 | ±0,50 | ±0,50 | ±0,60 | ±0,65 | ±0,65 | ±0,70 | ±0.70 |
» 30,0 » 50,0 « | — | ±0,60 | ±0,60 | ±0.70 | ±0.75 | ±0,75 | ±0,80 | ±0,80 |
» 50,0 » 75,0 « | — | ±0. | ±0,70 | ±0,80 | ±0.85 | ±0,85 | ±0.90 | ±0,90 |
» 75,0 » 100,0 « | — | — | ±0,85 | ±0,90 | ±0.95 | ±0,95 | ±1,00 | ±!,00 |
» 100,0 » 150,0 « | — | — | — | ±1,10 | ±1.20 | ±1,20 | ±1.30 | ±1.30 |
» 150,0 » 200,0 « | — | — | — | — | ±1,30 | ±1.30 | ±1.40 | ±1.40 |
» 200,0 «» 250,0 » » 250,0 » 300.0 » » 300,0 » 350,0 | — | — | — | — | — | ±1,60 | ±1. | ±1,70 ±2,00 ±2,20 |
 30.0
30.0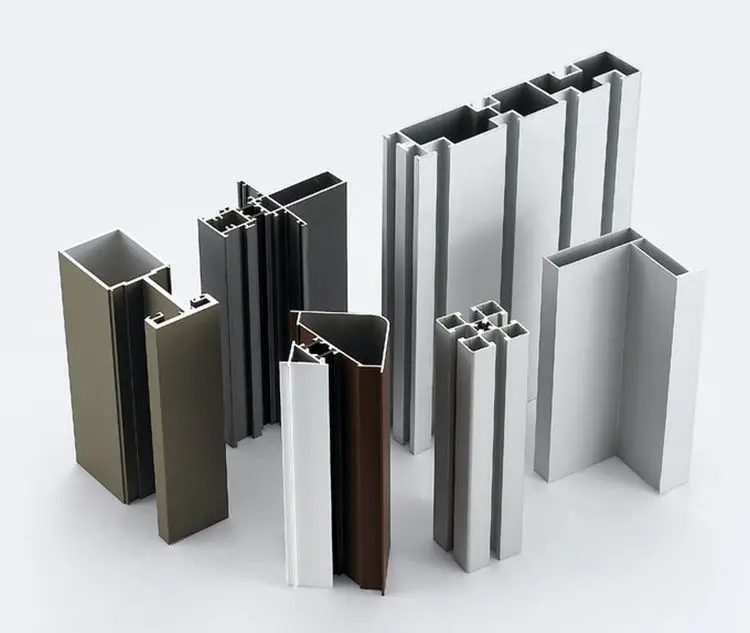 45
45 70
70 60 ±1,90
60 ±1,90
Таблица 2
Номинальный размер поперечного сечения профиля | Предельное отклонение размеров поперечного сечения профиля при диаметре описанной окружности | |||||||
|---|---|---|---|---|---|---|---|---|
ДО 30 | Св. 30.0 до 60,0 | Св. 60,0 до 100,0 | Св. 100,0 до 150,0 | Св. 150.0 до 200.0 | Св. 200,0 до 250,0 | Св. 250,0 до 300,0 | Св. 300,0 до 350,0 | |
До 1,5 включ. | ±0,20 | ±0,30 | ±0,35 | — | — | — | — | — |
Св. | ±0,65 | ±0,70 | ±0,70 | ±0,70 | ||||
» 10.0 » 15,0 » | ±0,50 | ±0,55 | ±0.65 | ±0.70 | ±0,75 | ±0,75 | ±0,85 | ±0,85 |
» 15,0 » 30,0 » | ±0,65 | ±0,70 | ±0,70 | ±0,85 | ±0.90 | ±0,90 | ±1.00 | ±1.00 |
» 30,0 » 50.0 » | — | ±0.85 | ±0,85 | ±1.00 | ±1,05 | ±1,05 | ±1.10 | ±1,10 |
» 50,0 «. 75,0 » | — | ±1,00 | ±1,00 | ±1,10 | ±1,20 | ±1,20 | ±1. | ±1.25 |
» 75,0 » 100,0 » | — | — | ±1,20 | ±1,25 | ±1,35 | dti.35 | ±1,40 | ±1,40 |
100,0 150,0 | — | — | — | ±1,55 | ±1.70 | ±1,70 | ±1,80 | ±1,80 |
150,0 200,0 » 200,0 » 250,0 » — 250,0 » 300,0 » » 300,0 » 350,0.*’ | — | — | — | — | ±1,80 | ±1.80 ±2.25 | ±1,95 ±2.25 ±2.65 | ±1.95 ±2.40 ±2,80 ±3,10 |
 5
5 25
25
2.6. Предельные отклонения по размеру Ь между свободными концами элементов поперечного сечения профилей, характерные формы которых приведены на черт. 10—13, устанавливают как сумму предельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного ±0,02 от высоты полки Л.
10—13, устанавливают как сумму предельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного ±0,02 от высоты полки Л.
2.7.1. Предельные отклонения по размерам радиусных или цилиндрических поверхностей, если они не указаны в чертежах, не должны превышать ±10 % от величины радиуса, но не менее ±0,5 мм.
2.7.2. Величина притупления острых кромок допускается: до 0,3 мм при толщине полки или стенки до 3 мм иключ.;
v , j мм св. 3 до 13 мм «ключ.; 1>° мм » » » св. 15 мм.
2.7.3. Радиусы скругления углов и притупления острых i ; jwmok величиной до 1,0 мм обеспечиваются технологией.
2.8. Угол скручивания вокруг продольной оси на 1 м длины любого участка профиля не должен превышать:
3° — при ширине базовой поверхности до 50 мм;
2° — при ширине базовой поверхности св. 50 до 200 мм;
1° — при ширине базовой поверхности св. 200 до 350 мм.
2. 8.1. В договорно-правовых отношениях не должно быть более значений, указанных в табл. 3.
8.1. В договорно-правовых отношениях не должно быть более значений, указанных в табл. 3.
Таблица 3
Диаметр описанной окружности | Допускаемое скручивание | ||
не более | |||
на 1 м | до 6 М | ||
До 20 | ВКЛЮЧ. | 1,5 | 3,0 |
Св. 20 | до 40 включ. | 2,5 | 7,0 |
» 40 | » 80 « | 3,0 . | 9,0 |
» 80 | ‘ » 120 « | 4,0 | 12,0 |
» 120 | 11 200 « | 5,0 | 15,0 |
» 200 | — | 6,0 | 18,0 |
2. 9. Предельные отклонения угловых размеров поперечного сечения профилей, если угол не имеет предельных отклонений, ограничивающих его размеры, должны соответствовать указанным в табл. 4.
9. Предельные отклонения угловых размеров поперечного сечения профилей, если угол не имеет предельных отклонений, ограничивающих его размеры, должны соответствовать указанным в табл. 4.
Таблица 4
Ширина меньшей полки, мм | Предельные отклонения, градусы |
|---|---|
До 100 Св. 100 | ±3 ±2 |
2.10. Профили должны быть прямыми. Продольное плавное отклонение от прямолинейности относительно любой плоскости на любом участке длиной 1 м, за исключением профилей, имеющих бульбу или хотя бы один клиновидный элемент, не должно превышать:
4 мм — на профилях с толщиной полок или стенок св. 4 до 10 мм включительно;
3 мм — на профилях толщиной полок или стенок свыше 10 мм.
На профилях, имеющих бульбу или хотя бы один клиновидный элемент, с толщиной полки свыше 4 мм отклонение от прямоли нейности относительно любой плоскости на любом участке профиля длиной 1 м не должно превышать 4 мм.
По требованию потребителя на профилях с толщиной полок и стенок свыше 4 до 10 мм отклонение от прямолинейности не должно превышать 3 мм.
2.11. На профилях с толщиной полок до 4 мм включительно, в том числе на профилях, имеющих бульбу или хотя бы один клиновидный элемент, допускается продольное отклонение от прямолинейности на 1 м длины, устраняемое путем приложения усилия не более 50 Н (5* кгс) на профиль, установленный на плоской плите.
2.12. Общие допускаемые продольные отклонения от прямолинейности, скручивание профиля не должны превышать произведения допускаемого отклонения от прямолинейности, скручивания на 1 м на длину профиля в метрах.
2.13. На профилях допускается плавная волнистость с высотой волны не более 1 мм, а на. профилях, имеющих бульбу или хотя бы один клиновидный элемент — не более 2 мм. Количество таких волнистых мест не должно быть более одного на 1м длины профиля. Волнистость с высотой волны до 0,2 мм не лимитируется.
2. 14. Поперечное плавное отклонение от плоскостности (выпуклость и вогнутость) е профилей, характерные формы поперечного сечения которых приведены на черт. 14—18, не должно превышать:
14. Поперечное плавное отклонение от плоскостности (выпуклость и вогнутость) е профилей, характерные формы поперечного сечения которых приведены на черт. 14—18, не должно превышать:
1 % от ширины полки — для сплошных профилей;
2 % от ширины полки или ширины стенки — для полых профилей, но не менее 0,3 мм.
По требованию потребителя на полых профилях поперечное отклонение от плоскостности не должно превышать 1,5 %.
от 1 до 10 м — при площади поперечного сечения св. 1,5 до 200 см2.
Профили с площадью поперечного сечения до 1,5 см из алюминия и алюминиевых сплавов марок АМц и АМцС изготовляют длиной до 3 м.
от 1 до 6 м — при площади поперечного сечения до 0,8 см ; от 1 до 8 м — при площади поперечного сечения св. 0,8 до 1,5.
от 1 до 6 м — при площади поперечного сечения до 0,8 см ; от 1 до 8 м — при площади поперечного сечения св. 0,8 до 1,5.
2.16.2. Профили кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
2.17. Предельные отклонения, по длине профилей мерной и
кратной, мерной длины до 6 м не должны превышать:
+10 мм — для профилей с диаметром описанной окружности до 150 мм включительно;
+15 мм — для профилей с диаметром описанной окружности свыше- 150 мм.
Предельные отклонения по длине профилей мерной и кратной мерной длины свыше 6 м не должны превышать +20 мм.
(Измененная редакция, Изм. № 1).
2.18. Профили должны быть обрезаны под прямым углом. Косинареза не должна превышать 3° и выводить профили за пределы сдаточной длины.
2.19. Предельные отклонения отдельных размеров элементов профилей, не предусмотренные настоящим стандартом, в том числе предельные отклонения размеров полости, при необходимости должны быть указаны в согласованных изготовителем с потребителем чертежах.
2.20. Предельные отклонения размеров поперечного сечения, углы скручивания и отклонение от прямолинейности профилей, с резко выраженным неравномерным сечением или профилей с соотношением толщины полок более 4:1, указывают в согласованных изготовителем с потребителем чертежах.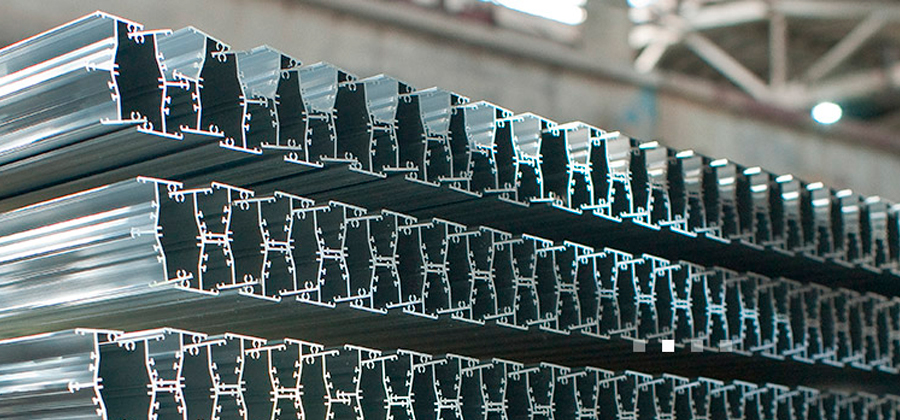
Примеры условныхобозначений
Профиль из сплава марки Д16, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, фасонного сечения (номер или шифр профиля), длиной 3000 мм:
Профиль Д16.Т (номер или шифр) х 3000 ГОСТ 8617—81.
То же, повышенной прочности (ПП), немерной длины:
Профиль Д16.Т.ПП (номер или шифр) ГОСТ 8617—81.
Профиль из сплава марки АД31, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, таврового сечения с номером 420019 по ГОСТ 13622—79, немерной длины:
Профиль (или Тавр) АД31.Т 420019 ГОСТ 8617—81/ГОСТ
То же, длиной кратной (КД) 2000 мм:
Профиль (или Тавр) АД31.Т 420019 * 2000 КД ГОСТ 8617—81/ГОСТ 13622—79.
Профили электротехнического назначения из алюминиевого спла ва марки АД31, в закаленном и искусственно состаренном состоянии (Т1), фасонного сечения, длиной кратной (КД) 2000 мм:
Профиль АД31.Т1 (номер профиля) ЭН х 2000 КД ГОСТ 8617-81.
Допускается в заказе ссылку на стандарты с размерами профилей не указывать.
Стандартные алюминиевые профили и профили
Стандартные алюминиевые профили из алюминия Tri-State Aluminium
В Tri-State Aluminium с 1990 года мы создали стандартные алюминиевые профили серии 6000, включая алюминий 6061 и алюминий 6063, по спецификациям клиентов. Наша команда имеет более чем 40-летний опыт изготовления всех типов алюминиевых профилей и может производить и собирать ваши экструдированные алюминиевые компоненты быстро и с минимальными затратами.
Если алюминиевый профиль, изготовленный по индивидуальному заказу, не удовлетворяет ваши потребности, наш ассортимент из 2000 стандартных алюминиевых профилей включает широкий диапазон форм и размеров. Выбрав один из наших существующих штампов вместо изготовления нестандартного штампа для своего проекта, клиенты могут сократить время выполнения заказов и снизить производственные затраты.
Хотя мы предлагаем ряд стандартных экструдированных алюминиевых профилей, мы специализируемся на том, чтобы позволить вам создать свой собственный алюминиевый профиль в соответствии с вашими конкретными потребностями. Создание нестандартных алюминиевых профилей может привести к снижению производственных затрат и сокращению производственных циклов после создания вашей конкретной матрицы. Посетите наш Custom Products , чтобы узнать больше.
Создание нестандартных алюминиевых профилей может привести к снижению производственных затрат и сокращению производственных циклов после создания вашей конкретной матрицы. Посетите наш Custom Products , чтобы узнать больше.
Посмотреть наш каталог продукции
Возможности экструзии алюминия
| Максимальные размеры экструзии | Круги диаметром до 18 дюймов |
| Допуски | , если не указано иное |
| Дополнительные услуги | Изготовление Анодирование Картина Обработка с ЧПУ Сборка Штамповка Гибка Шлифовка Кондиционирование |
| Сплавы Экструдированные | Мы работаем со следующими материалами различной закалки и отделки: · 6005 · 6105 · 6061 · 6063 · 6493 |
| Объем производства | Мы требуем минимальный заказ 1000 фунтов. за форму. за форму. |
* Пожалуйста, имейте в виду, что мы не храним запасы этих стандартных форм экструзии и алюминиевых профилей экструзии — мы не являемся дистрибьютором. Мы экструдируем при размещении заказа, и нам требуется минимум 1000 – 3000 фунтов на форму в зависимости от размера профиля.*
Пожалуйста, свяжитесь с нами для получения информации о стандартных формах алюминиевых профилей.
Запросить предложение
Свяжитесь с Tri-State Aluminium для получения информации о ваших потребностях в экструзии алюминия
В промышленности стандартные алюминиевые профили используются в различных продуктах, в том числе в потребительском, строительном, аэрокосмическом, оборонном, автомобильном, морском, а также в секторах вывесок и дисплеев. Гибкость алюминия делает его отличным выбором для изготовления легких и прочных деталей и компонентов.
В Tri-State Aluminium наша опытная команда работала с широким спектром алюминиевых сплавов серии 6000 и особенно хорошо осведомлена о характеристиках стандартных алюминиевых сплавов. Имея более 2000 существующих штампов, мы можем ускорить процесс изготовления многих типов стандартных экструдированных алюминиевых деталей. Сотрудничая с нами для удовлетворения ваших потребностей в экструзии алюминия, вы получаете качественные детали по более низкой цене в более короткие сроки.
Имея более 2000 существующих штампов, мы можем ускорить процесс изготовления многих типов стандартных экструдированных алюминиевых деталей. Сотрудничая с нами для удовлетворения ваших потребностей в экструзии алюминия, вы получаете качественные детали по более низкой цене в более короткие сроки.
Для получения дополнительной информации о наших возможностях экструзии алюминия свяжитесь с нами или запросите предложение.
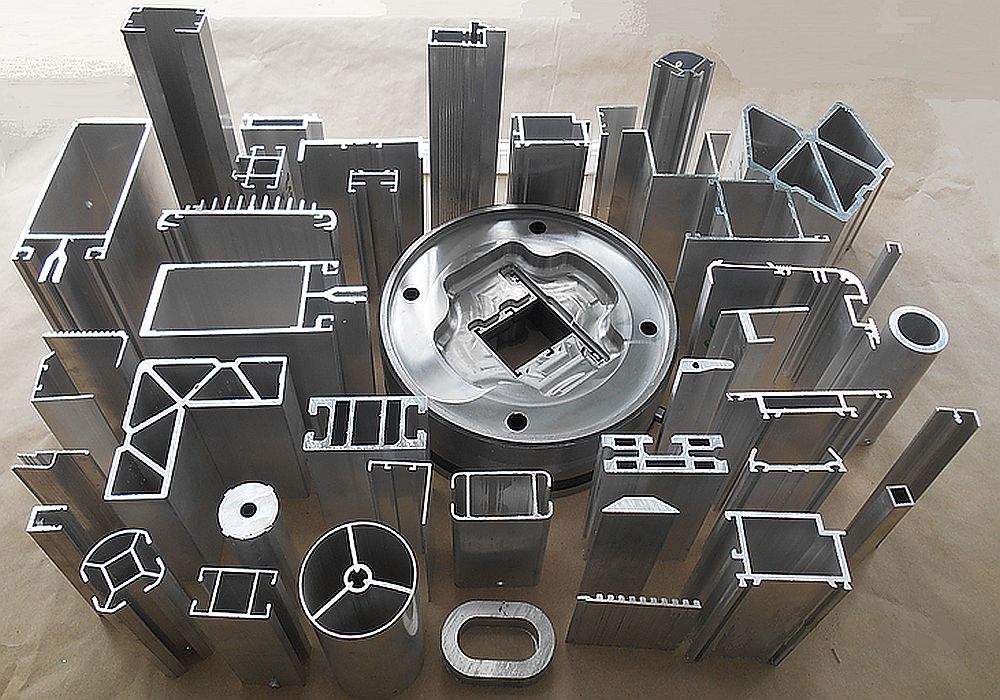
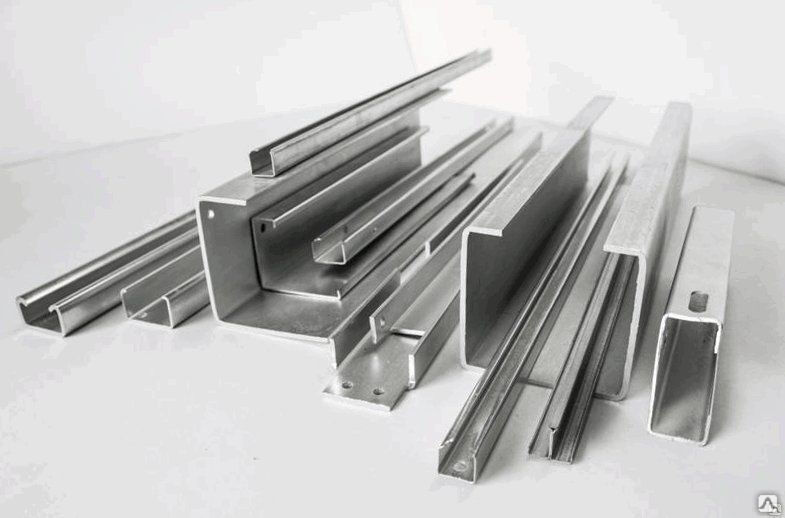
У нас есть широкий выбор стандартных и нестандартных профилей. Наш стандартный запас алюминиевых профилей формирует штампы, предоставляя клиентам удобство времени и экономию. В нашем каталоге стандартных алюминиевых профилей представлены стандартные профили, которые включают в себя стержни, стержни, уголки, швеллеры, балки, тройники, шестигранники, Z-образные стержни, трубы, трубы, а также различные системы и аксессуары для витрин и заподлицо.
В Tri-State Aluminium мы являемся поставщиком полного спектра стандартных и нестандартных алюминиевых профилей серии 6000, изготовленных из широкого спектра алюминиевых сплавов, включая специальные сплавы. Обладая более чем 40-летним опытом и 2000 стандартными экструзионными головками всех форм и размеров, наша команда обладает навыками, знаниями и инструментами для создания практически любой экструдированной алюминиевой детали.
Обладая более чем 40-летним опытом и 2000 стандартными экструзионными головками всех форм и размеров, наша команда обладает навыками, знаниями и инструментами для создания практически любой экструдированной алюминиевой детали.
Для стандартных проектов по экструзии алюминия мы используем наш обширный опыт экструзии и запасы штампов, чтобы предлагать нашим клиентам высококачественные экструзии по более низкой цене и в более короткие сроки.
Обзор экструзии алюминия
Процесс экструзии алюминия включает следующие этапы:
- Нагрев заготовки из необработанного алюминия
- Установка оправки в матрицу (только для полых деталей)
- Проталкивание материала через экструзионный пресс для придания ему необходимой формы.
- Резка экструдированной детали
- Выполнение старения, закалки или термической обработки (при необходимости)
- Охлаждение экструзии
- Отделка профиля полировкой, анодированием или покрытием
Отрасли/применение алюминиевых профилей
Алюминиевые профиля находят применение в различных отраслях промышленности, включая:
- Автомобильная промышленность
- Строительство и строительство
- Товары народного потребления
- Электроника
- Здравоохранение и медицина
- Инструменты
- Освещение
- Морской
- Вывеска
 youtube.com/embed/nX4AAo6rddE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/nX4AAo6rddE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Типы алюминиевых профилей и профилей – преимущества и недостатки
Перейти к содержимому
3 min read
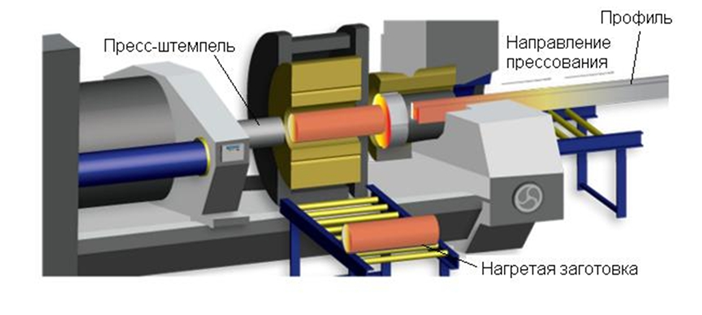
Процесс формования алюминиевой экструзией (также известной как «алюминиевые рамы») представляет собой процесс объемной пластической деформации. Во-первых, алюминиевая заготовка предварительно нагревается до определенной температуры, которая все еще ниже точки плавления материала, чтобы облегчить пластическое течение материала. Затем нагретую заготовку продавливают через инструментальный штамп, предназначенный для придания заготовке соответствующего профиля поперечного сечения. Этот промышленный процесс экструзии аналогичен кулинарной технике, используемой для изготовления различных видов макаронных изделий; а также технику формирования фигур в детской игрушке Play-Doh.
Преимущества алюминиевого профиля:
Алюминий является очень часто используемым материалом для экструзии и фасонных профилей, поскольку он обладает механическими характеристиками, которые делают его идеально подходящим для формовки металла из заготовок. Высокая пластичность алюминия означает, что металлу можно легко придать форму различных сечений, не затрачивая значительной энергии на оснастку или процесс формовки, а температура плавления алюминия также обычно составляет примерно половину температуры плавления обычной стали. Оба эти факта означают, что процесс экструзии алюминия имеет относительно низкое энергопотребление, что выражается в низких затратах на оборудование и производство. Наконец, алюминий также обладает высоким соотношением прочности и веса, что делает его отличным выбором для промышленного применения.
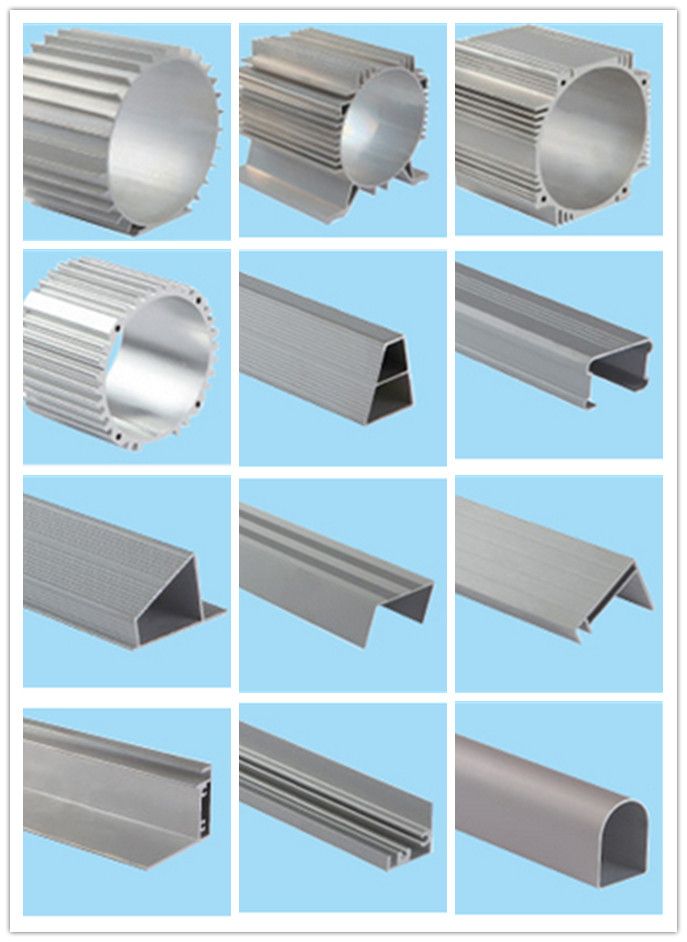
Типы профилей
Можно создать широкий спектр сложных типов алюминиевых профилей различной толщины. Эти профили могут иметь широкий спектр сложных пустых пространств, как того требует конечное применение. Доступен широкий диапазон внутренних пустот, чтобы облегчить широкий спектр приложений автоматизации, а также удовлетворить любые требования к производительности и весу. Наиболее распространенным типом алюминиевого профиля является профиль с полой балкой, который представляет собой просто разновидность квадратного профиля. Существуют также другие типы профилей, такие как треугольный, одиночный радиус и L-образный профиль.
Доступен широкий диапазон внутренних пустот, чтобы облегчить широкий спектр приложений автоматизации, а также удовлетворить любые требования к производительности и весу. Наиболее распространенным типом алюминиевого профиля является профиль с полой балкой, который представляет собой просто разновидность квадратного профиля. Существуют также другие типы профилей, такие как треугольный, одиночный радиус и L-образный профиль.
Алюминиевые экструзионные профили MISUMI. Посетите сайт www.misumiusa.com, чтобы ознакомиться с полным выбором доступных профилей, длин и вариантов обработки поверхности.
Типы поверхности:
Как побочный продукт процесса экструзии иногда на поверхности профилей появляются небольшие едва заметные линии. Это результат экструзионного инструмента, и для удаления этих линий можно указать дополнительную обработку поверхности. Существует несколько операций вторичной обработки поверхности, которые можно выполнить, например, торцевое фрезерование после основного процесса экструзионного формования, чтобы улучшить чистоту поверхности профиля.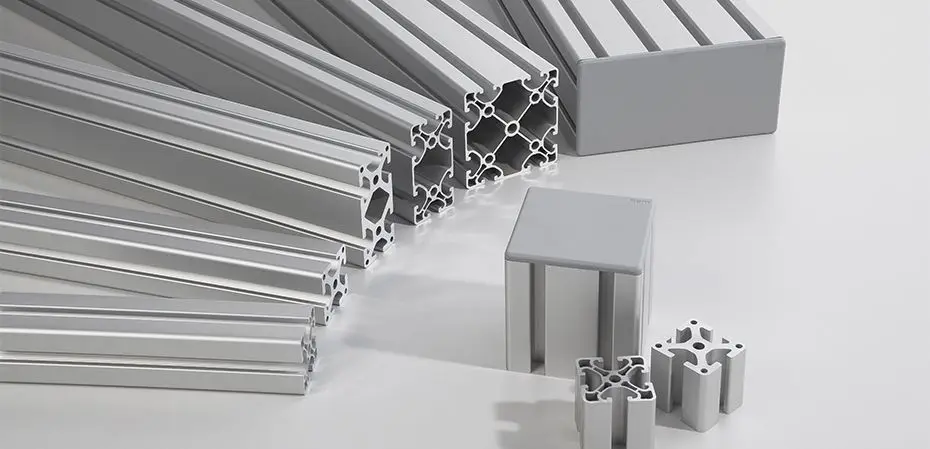 Эти операции обработки могут быть заданы для улучшения геометрии поверхности для улучшения профиля детали за счет уменьшения общей шероховатости поверхности экструдированного профиля. Эти обработки обычно применяются в тех случаях, когда требуется точное позиционирование деталей или когда необходимо жестко контролировать сопрягаемые поверхности. Обработка поверхности также может добавить дополнительную коррозионную стойкость, повысить твердость профиля или даже добавить электроизоляцию профилям.
Эти операции обработки могут быть заданы для улучшения геометрии поверхности для улучшения профиля детали за счет уменьшения общей шероховатости поверхности экструдированного профиля. Эти обработки обычно применяются в тех случаях, когда требуется точное позиционирование деталей или когда необходимо жестко контролировать сопрягаемые поверхности. Обработка поверхности также может добавить дополнительную коррозионную стойкость, повысить твердость профиля или даже добавить электроизоляцию профилям.
Черное анодированное покрытие помогает защитить от коррозии и не проводит ток.
Использование профилей Секции:
Алюминиевые профили чаще всего используются в приложениях промышленной автоматизации, таких как автоматизированные приложения движения на технологических линиях и в различных отраслях промышленности. Они прочны и в то же время достаточно легки, чтобы их можно было легко обслуживать вручную и встраивать в различные конфигурации в соответствии с требованиями структуры автоматизации.