Профили прессованные из алюминиевых сплавов: ГОСТ 8617-2018 Профили прессованные из алюминия и алюминиевых сплавов. Технические условия / 8617 2018
Экспертное заключение № 1462 на профили прессованные из алюминиевых сплавов
Экспертное заключение № 1462 на профили прессованные из алюминиевых сплавов
//#CITY_CODE#.satels-okna.ru/info/certificates/allyuminevye-okna-i-dveri/ekspertnoe-zaklyuchenie-1462-na-profili-pressovannye-iz-alyuminievykh-splavov/?ctok=Y
Балашиха
Владимир
Воскресенск
Дмитров
Долгопрудный
Домодедово
Дубна
Егорьевск
Железнодорожный
Зеленоград
Иваново
Калуга
Кашира
Касимов
Коломна
Королев
Красногорск
Куровское
Лобня
Люберцы
Малоярославец
Медынь
Можайск
Москва
Мытищи
Наро-Фоминск
Обнинск
Одинцово
Подольск
Пушкино
Раменское
Ржев
Руза
Рязань
Серпухов
Ступино
Троицк
Тула
Химки
Чехов
Шатура
Юхнов
Москва
Сателс
ПВХ окна и двери
Пластиковые окна Satels
Пластиковые окна Veka
Окна в коттедж
Дачные окна
Окна в квартиру
Пластиковые двери
Алюминий
Алюминиевые окна
Алюминиевые двери
Фасадные конструкции
Алюминиевые теплицы
Другие продукты
Портальные двери
Комплектующие
Остекление квартиры
Остекление коттеджей
Остекление балконов и лоджий
Панорамное фасадное остекление
Оформление договора на дому
Демонтаж окон в Москве
Ремонт пластиковых окон в Москве
Бесплатный замер окон
Доставка окон
Установка и монтаж окон
Вывоз мусора
Гарантийное обслуживание
Внешняя отделка балконов
Внутреняя отделка балконов
Участие в тендерных заказах
Замер микроклимата в помещениях
Недорогие пластиковые окна в Москве
Сравнение окон и комплектующих
Весь сайт
Главная
Информация
Сертификаты качества и ГОСТ
Сертификаты на АЛЮМИНИЕВЫЕ ОКНА И ДВЕРИ
Экспертное заключение № 1462 на профили прессованные из алюминиевых сплавов
Весь сайт
Продукция
Алюминиевые окна
Окна на балкон из системы C640
Алюминиевые окна системы P400
Теплые окна Alumark S70
Холодные окна Alumark S50
Окна Krauss KRWD-45
Окна Krauss KRWD-64
Портальные двери
Дверь-гармошка Patio Fold
Портал VEKAMOTION 82 (ex. Veka Slide)
Veka Slide)
Портал Patio
HS-портал KRAUSS KRLS-64
Портал из усиленного алюминия
PSK-портал KRAUSS KRWD-64
Пластиковые окна Veka
Пластиковые окна Veka Euroline
Пластиковые окна Satels Optimum
Пластиковые окна Veka Softline
Пластиковые окна Veka Softline82
Окна в коттедж
Арочные и фигурные окна
Ламинированные окна
Фрамуга окна
Дачные окна
Пластиковые двери
Пластиковая дверь Satels Optimum
Пластиковая дверь Veka Softline
Пластиковая дверь Veka Euroline
Алюминиевые двери
Алюминиевые двери Alumark S50
Алюминиевые двери Alumark S70
Алюминиевые теплицы
Пластиковые окна Satels
Окна в квартиру
Фасадные конструкции
Зимние сады
Зенитные фонари
Алюминиевое остекление фасадов
Входные группы
Комплектующие
Оконные ручки Roto
Стеклопакеты
Подоконники Danke
Отливы
Декоративные накладки на петли
Антимоскитные сетки на окна и двери
Дверные доводчики
Декоративные пленки на окна
Дверные ручки
Оконная фурнитура Roto
Цветные пленки Renolit / LG
Оконная фурнитура Satels
Дверные москитные сетки
Тёплый подставочный профиль
Детская оконная ручка TiltFirst
Фурнитура Stublina
Подоконники Crystalit
Подоконники Moeller
Услуги
Остекление балконов и лоджий
Теплое остекление балкона
Холодное остекление балконов
Французское остекление лоджий
Оформление договора на дому
Демонтаж окон в Москве
Ремонт пластиковых окон в Москве
Остекление квартиры
Остекление коттеджей
Внешняя отделка балконов
Информация
О компании
Производство
Партнерам
Поставщики
Блог
Сертификаты качества и ГОСТ
Отзывы
Статьи
Вакансии
Глоссарий
WinDraw
Согласие на обработку персональных данных
Цены и оплата
Недорогие пластиковые окна в Москве
Сравнение окон и комплектующих
Акции
Где купить
Фотографии и видео
Заключение СЭС..jpg) pdf
pdf
PDF | 1 206,39 kb
Профили прессованные из алюминия и алюминиевых сплавов. Швеллер равнотолщинный П300. Сортамент – РТС-тендер
Обозначение: ГОСТ 13623-68
Статус: недействующий
Название русское: Профили прессованные из алюминия и алюминиевых сплавов. Швеллер равнотолщинный П300. Сортамент
Опубликован: Издательство стандартов, 1975Официальное издание. М.: Издательство стандартов, 1979 год
Утверждён в: Госстандарт СССР
Заявка успешно отправлена!
Мы перезвоним Вам в ближайшее рабочее время
Ошибка отправки данных
Попробуйте отправить данные снова или обратитесь
в службу поддержки
Поиск тендеров
Тендеры по регионам
Тендеры по отраслям
Новые тендеры
Стандарты и нормы
Организаторы тендеров
Закупки в других регионах
- Алтайский край
- Амурская область
- Архангельская область
- Астраханская область
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Еврейская автономная область
- Забайкальский край
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калининградская область
- Калужская область
- Камчатский край
- Карачаево-Черкесская Республика
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Магаданская область
- Москва
- Московская область
- Мурманская область
- Ненецкий автономный округ
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Алтай
- Республика Башкортостан
- Республика Бурятия
- Республика Дагестан
- Республика Ингушетия
- Республика Калмыкия
- Республика Карелия
- Республика Коми
- Республика Марий Эл
- Республика Мордовия
- Республика Саха (Якутия)
- Республика Северная Осетия — Алания
- Республика Татарстан
- Республика Тыва
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Санкт-Петербург
- Саратовская область
- Сахалинская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Хабаровский край
- Ханты-Мансийский автономный округ Югра
- Челябинская область
- Чеченская Республика
- Чувашская Республика
- Чукотский автономный округ
- Ямало-Ненецкий автономный округ
- Ярославская область
- Севастополь
- Республика Крым
- Запорожская область
- Донецкая Народная Республика
- Луганская Народная Республика
- Херсонская область
Развернуть
Процесс и практика экструзии алюминия, экструдированный алюминиевый сплав
Процесс экструзии алюминия превращает алюминиевый сплав в изделия поперечного сечения. Этот процесс имеет невероятно широкий спектр различных применений. Алюминий особенно хорошо подходит для экструзии, поскольку он обладает уникальной пластичностью и стабильностью.
Этот процесс имеет невероятно широкий спектр различных применений. Алюминий особенно хорошо подходит для экструзии, поскольку он обладает уникальной пластичностью и стабильностью.
Дизайн алюминиевого профиля
Приступая к проектированию алюминиевого профиля, необходимо учитывать множество факторов. Одной из первых и наиболее важных переменных является размер круга — очень важно найти производителя, который работает с нужным размером круга, поскольку не каждый производитель предлагает полный набор опций. Кроме того, перед началом процесса проектирования необходимо учитывать вес на фут. Эти измерения могут повлиять на работу пресса и определить необходимый размер пресса.
Чтобы получить наилучший продукт, дизайнеры также должны учитывать ограничения формы. Чтобы процесс экструзии работал оптимально, лучше избегать высоких коэффициентов гребней.
Лучшие практики
Существует ряд методов проектирования, которые могут помочь обеспечить лучший конечный продукт. К ним относятся:
К ним относятся:
- Использование ребер, канавок и ребер
- Широкие конусы
- Сбалансированные стены
- Предотвращение или ограничение пустот
- Минимизация отношения периметра к поперечному сечению
- Практика симметрии и ограничение асимметричных деталей
Существует два процесса экструзии: прямой и непрямой. При прямом слиток перемещается относительно стенки контейнера; с непрямым ходом кости. Под давлением слиток или заготовка, заключенные в контейнер, проталкиваются через отверстие матрицы, образуя удлиненную форму или трубу. Для изготовления труб или полых профилей оправка создает внутренний контур. Оправки могут быть как отдельными инструментами, так и неотъемлемой частью специализированных штампов.
Существует три типа экструзионных головок — конструкции с иллюминатором и мостом для полых форм и обработанные заготовки для сплошных форм. Плашки обычно изготавливаются из стали А13 твердостью от 47 до 51 по Роквеллу B.
Многократно доказано, что дизайнеры, хорошо разбирающиеся в технологиях, создают самые удачные проекты. В случае проектирования экструдированных алюминиевых деталей практикующие специалисты должны хорошо знать свойства сплавов, относительную стоимость материалов и инструментов, а также новейшие технологии производства.
Некоторые алюминиевые сплавы хорошо поддаются процессу экструзии. Экструзия — это экономичный способ для дизайнеров создавать детали индивидуальной формы. Эта универсальность позволяет дизайнерам размещать металл только там, где это необходимо с точки зрения конструкции, или делать полые детали для большей полезности и экономии.
При использовании алюминиевых профилей нет необходимости ограничивать конструктивные формы «стандартными» профилями, как это часто требуется для стали и других материалов. Возможность адаптировать формы для каждого приложения также помогает консолидировать детали и исключить вторичные процессы соединения, характерные для конструкций, изготовленных из листового материала.
Для большинства проектировщиков крайне важно иметь четкое представление о сплавах серии 6000 (Al-Mg-Si), в основном 6061 и 6063. Сплав 6061 часто называют «простой углеродистой алюминиевой сталью» — рабочим стандартом для конструкционных части. И хотя другие сплавы подходят для особых нужд, 6061 является одним из самых экономичных. Он значительно прочнее обычных алюминиевых сплавов типа 5052х42. Он имеет предел текучести 35 000 фунтов на квадратный дюйм по сравнению с 23 000 фунтов на квадратный дюйм для 5052 ч42.
Однако одна из самых больших ошибок конструкторов при выборе сплава связана с опасениями по поводу прочности. Высокопрочные сплавы, указанные в стандартах на алюминий, на первый взгляд могут показаться подходящими для новой конструкции. Но могут быть скрытые недостатки, связанные с этими специализированными сплавами, которые препятствуют общему использованию, поскольку высокая стоимость является лишь одним из них.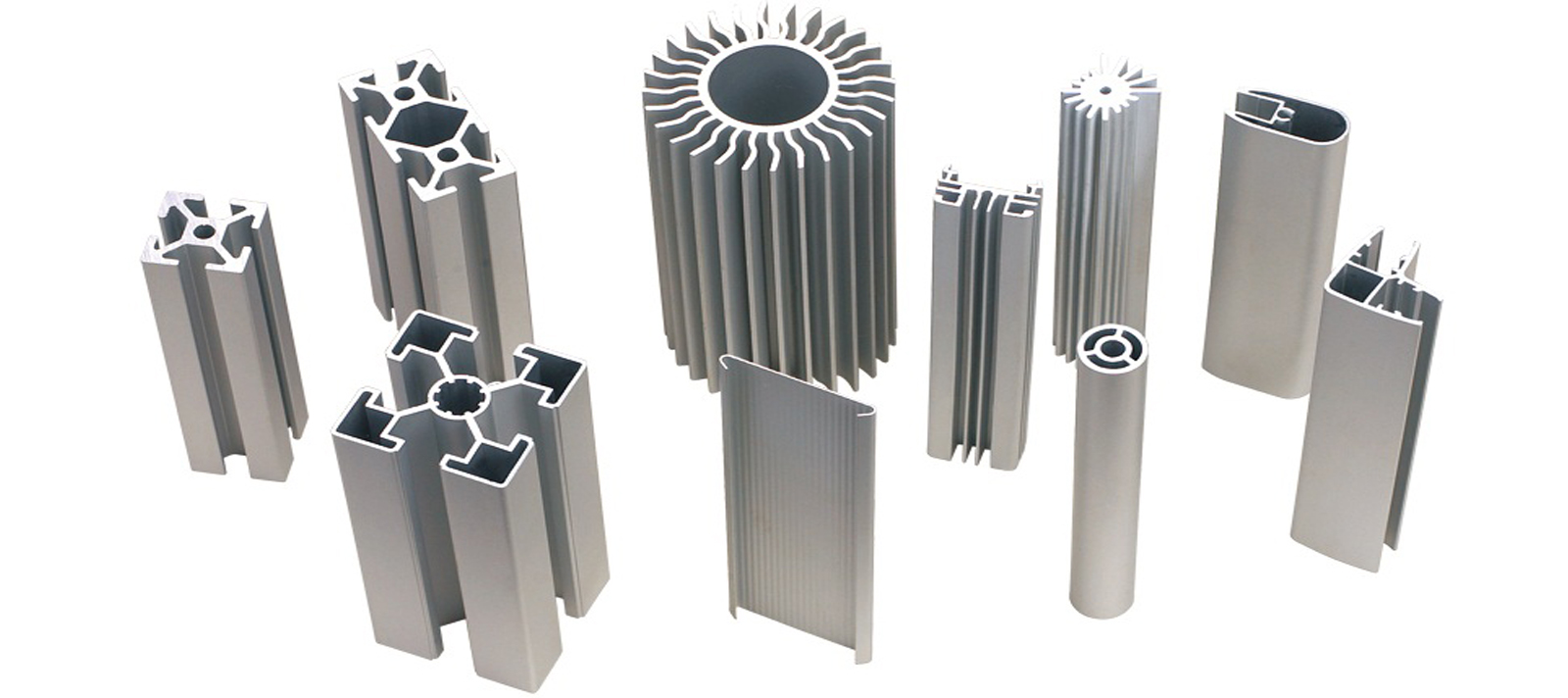
Например, алюминий 7075-T6 имеет минимальный предел текучести 70 000 фунтов на квадратный дюйм. Но из этого сплава невозможно получить сложные формы, он не поддается сварке и подвержен коррозии. Для лонжерона крыла самолета это может быть отличным выбором, но для рамы грузовика он, скорее всего, будет стоить слишком дорого и не будет работать хорошо.
Также важно отметить, что более высокая прочность материала не обязательно повышает жесткость детали. Более прочный алюминиевый сплав поможет только в том случае, если пиковые или циклические нагрузки делают обязательным использование более прочного материала.
Если усталость при длительном цикле или пиковые нагрузки при коротком цикле в детали не превышают возможности сплава с более низкой прочностью, то сплав с более высокой прочностью не увеличивает жесткость. Как правило, увеличение толщины на 50% сделает алюминиевую деталь такой же жесткой, как сталь, но в два раза легче.
Выбор экструдированного алюминиевого сплава
Наиболее распространенными алюминиевыми сплавами для экструзии являются:
1100 — Он мягкий и практически не содержит добавок. Хотя он не подвергается термической обработке, его можно экструдировать в сложные формы, которые имеют хорошую яркую поверхность. Этот сплав находит применение в элементах внешнего вида и теплообменных трубах.
Хотя он не подвергается термической обработке, его можно экструдировать в сложные формы, которые имеют хорошую яркую поверхность. Этот сплав находит применение в элементах внешнего вида и теплообменных трубах.
3003 — Сплавы серии 3000 обычно экструдируются только для труб теплообменника.
6063 — Хорошо подходит для декоративных целей с хорошей обработкой поверхности или для трудновыдавливаемых элементов, таких как тонкие стенки или мелкие детали. Он выдавливается довольно легко и доступен в нескольких вариантах. Сплав также имеет минимальный предел текучести 25 000 фунтов на квадратный дюйм и минимальную предельную прочность 30 000 фунтов на квадратный дюйм при отпуске T6. Он устойчив к коррозии, но имеет низкую прочность сварного шва, хотя легко сваривается.
6061 — Более прочный, чем 6063, этот сплав является конструкционным продуктом в транспортной промышленности и производстве деталей для механической обработки. Он имеет проверенный послужной список и обширную базу данных свойств, включая минимальный предел текучести и предел прочности при растяжении 35 000 и 38 000 фунтов на квадратный дюйм соответственно. Сплав легко выдавливается и сваривается. Эти свойства в сочетании с высокой вязкостью разрушения и хорошей усталостной прочностью сделали его идеальным выбором для сварных элементов конструкций, включая рамы автомобилей, грузовиков и прицепов, железнодорожных вагонов и трубопроводов.
Он имеет проверенный послужной список и обширную базу данных свойств, включая минимальный предел текучести и предел прочности при растяжении 35 000 и 38 000 фунтов на квадратный дюйм соответственно. Сплав легко выдавливается и сваривается. Эти свойства в сочетании с высокой вязкостью разрушения и хорошей усталостной прочностью сделали его идеальным выбором для сварных элементов конструкций, включая рамы автомобилей, грузовиков и прицепов, железнодорожных вагонов и трубопроводов.
7004 — Один в семействе сплавов серии 7000 (Al-Zn) «низкого класса», которые поддаются термообработке прессованием, достаточно экструдируемы и стоят немного больше, чем 6061. Высокая прочность сварного шва, более 30 000 фунтов на квадратный дюйм по сравнению с 20 000 psi для 6061, это большой плюс. Серия 7000 исторически широко применялась в производстве спортивных товаров, велосипедов и мотоциклов. Сплав 7004 имеет предел текучести и предел прочности при растяжении выше 40 000 и 50 000 фунтов на квадратный дюйм соответственно.
Учет стоимости при проектировании алюминиевого профиля
При сравнении форм и сплавов алюминиевых изделий говорят, что экструзия стоит примерно столько же, сколько рулонный лист — шириной 48 дюймов или около того. Разрезание листа на узкую ширину, обрезка и последовательная формовка увеличивает стоимость детали. В конце последовательности деталь имеет свойства, присущие выдавливанию. Разница в том, что экструзия обладает всеми этими свойствами в линейной линейной цене без надстроек. Экструдированные детали также обычно прочнее и легче, чем их аналоги из штампованного листа.
По сравнению с отливками наибольшая экономия достигается за счет оснастки. Нередки случаи, когда полупостоянные пресс-формы, из которых производятся мелкие детали, стоят более 30 000 долларов. Инструменты для крупных деталей могут стоить более 100 000 долларов. Для экструзии многие небольшие нестандартные штампы стоят менее 1000 долларов и редко превышают 5000 долларов даже для больших и сложных полостей.
Литейная промышленность также обычно взимает плату с клиентов за сменные инструменты, когда оригинальные изнашиваются. Поставщики экструзионных систем по соглашению обычно платят за сменные матрицы.
Кроме того, нередко тратится 1000 долларов и более на изготовление деталей-прототипов из твердой заготовки. Что касается экструзии, дизайнеры тратят примерно столько же на штампы для первых изделий, которые также используются в производстве, когда они проверены. Другим фактором является время, часто месяцы, которое требуется для изготовления и проверки литейных инструментов. С другой стороны, экструзионные матрицы часто изготавливаются и проходят проверку всего за несколько недель.
Проблемы проектирования алюминиевых профилей
Чем более несимметрична или несбалансирована форма, тем меньше вероятность того, что она останется прямой или сохранит изгибы и общие размеры. Большие различия в толщине стенок также вызывают проблемы. Как правило, минимальная толщина стенки должна быть не менее половины самой толстой в профиле. В противном случае искажение может быть проблемой. Стенки разной толщины также охлаждаются с разной скоростью во время термической закалки, а также добавляют деформации.
В противном случае искажение может быть проблемой. Стенки разной толщины также охлаждаются с разной скоростью во время термической закалки, а также добавляют деформации.
Неопытные проектировщики часто задают слишком тонкие стены. Минимальная толщина стенки увеличивается по мере увеличения формы экструзии. В большинстве сплавов, например, 0,062-дюйм. стена возможна в форме шириной 3 дюйма, но не возможна для одной 10-дюймовой. широкий.
Узкие формы с глубокими зазорами могут вызвать проблемы. Примером может служить отверстие размером 0,25 дюйма. шириной, но глубиной больше сантиметра. Здесь штампованная сталь, образующая отверстие, трудно поддерживать и может сломаться. Отношение глубины к раскрытию должно быть ниже 4:1.
Точно так же некоторые формы, которые на самом деле не полые, должны быть изготовлены на штампе полого типа. В противном случае область языка матрицы не выдержит силы давления экструзии и сломается.
Терминология экструзии алюминия
В экструзионной промышленности имеется собственный набор специальных терминов, относящихся к прессованию и штамповке.
Размер круга : Наименьший круг, который полностью охватывает профиль детали. Это важный показатель продуктивности. Это помогает определить размер пресса, необходимого для изготовления формы. Некоторые формы будут размером всего 1 дюйм. размер круга. До 12 дюймов. размеры круга обычные. Размеры круга от 19до 30 дюймов существуют, но являются узкоспециализированными, а их формы, как правило, довольно дорогими.
Тоннаж пресса : Прессы для экструзии обозначаются тоннажем — величиной силы, прикладываемой к плунжеру для продавливания заготовки через матрицу. Менее 1000 тонн считается довольно небольшим, а от 1100 до 5000 тонн — обычным. Прессы усилием до 12 000 тонн являются узкоспециализированными.
Фактор : Индикатор сложности выдавливания профиля. Фактор – это отношение размера круга к периметру поверхности. Например, круглый твердый стержень будет иметь низкий коэффициент, возможно, восемь. Круглая форма с множеством шлицов по периферии может иметь коэффициент 50.
Коэффициент экструзии : Аналогичен фактору в том смысле, что он является индикатором сложности. Это отношение площадей поперечного сечения формы отверстия матрицы к площади поперечного сечения контейнера, через который проталкивается заготовка. Заготовка большого диаметра, проталкиваемая через очень маленькое отверстие матрицы, имеет высокий коэффициент обжатия. Выдавить такую деталь может быть невозможно. Соотношение 75: 1 распространено, хотя и сложно.
Решением, однако, для формы со сложным соотношением является изготовление детали на прессе с контейнером меньшего размера. Другой вариант — использовать матрицу с несколькими отверстиями, позволяющую одновременно экструдировать несколько профилей. Матрицы с несколькими отверстиями также удобны для небольших форм, которые слишком длинны, чтобы обрабатывать практически даже самые короткие заготовки, которые может выдавливать пресс.
Существует три типа полых профилей: штамп с иллюминатором, мостовидный штамп и бесшовная труба.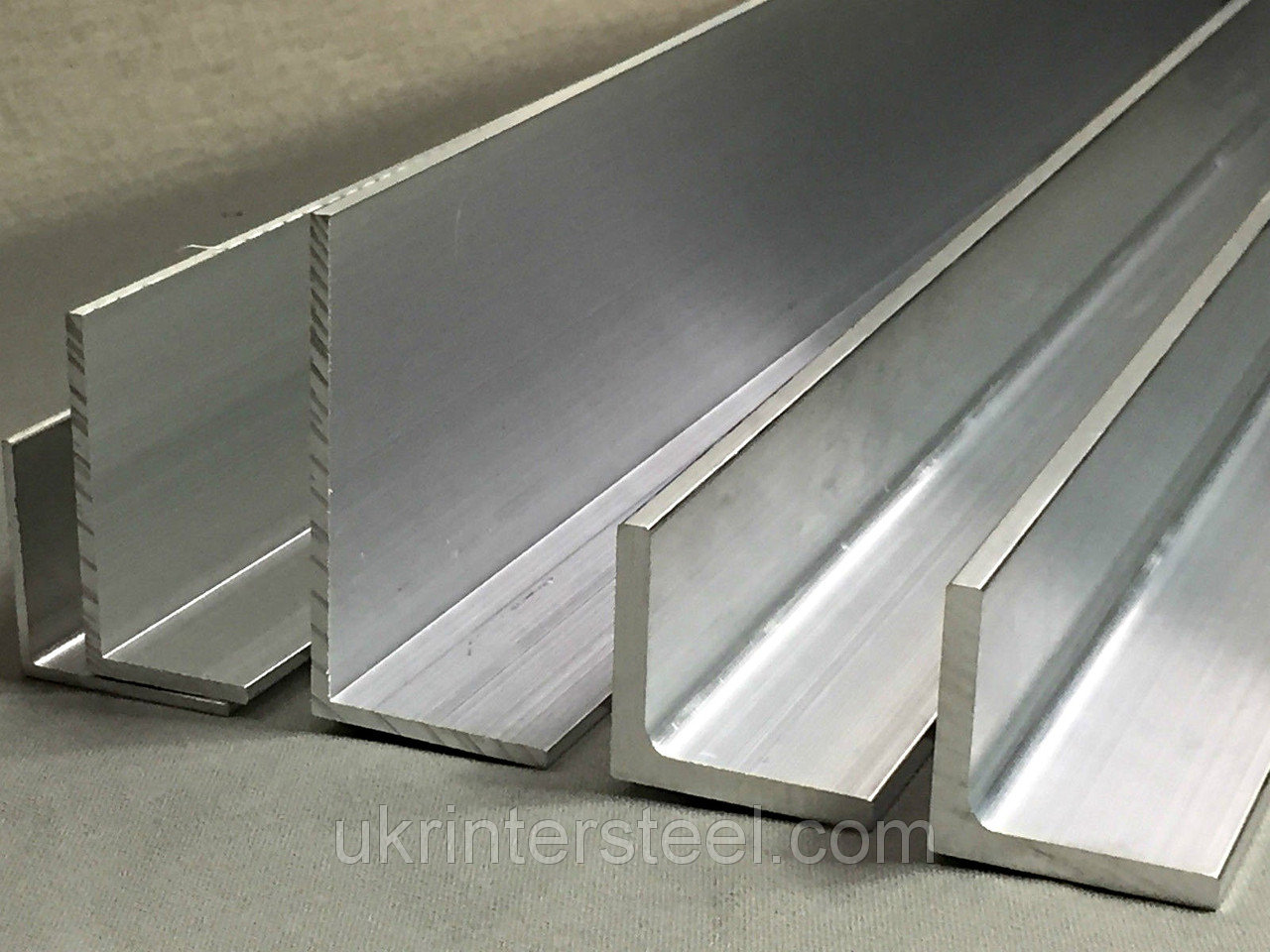
Полые штампы с иллюминатором : Наиболее распространенный и экономичный способ изготовления формы с отверстием внутри. Формы оцениваются в порядке сложности как класс I, II или III. Узел матрицы, состоящий из двух частей, разделяет экструдируемый слиток, затем «сваривает» металл обратно вместе, когда он проходит через внутренние каналы матрицы и отверстие, образованное отверстием матрицы и оправкой. Материал, произведенный таким образом, представляет собой гибридный продукт с незаметными металлургическими швами. Полые детали иллюминатора обычно не используются для приложений высокого давления.
Полости штампов для мостов : То же, что и иллюминатор, за исключением того, что дизайн штампа отличается. Мостовая матрица подвешивает оправку, которая образует внутреннюю пустоту, за корпусом основной матрицы. В конце каждой экструдированной заготовки головка очищается. В головке иллюминатора оправка является внутренней, и последующие заготовки «прикрепляются», эффективно создавая непрерывную экструзию для направления из пресса.
Бесшовная труба : Этот продукт производится путем прокалывания заготовки перед экструдированием, и прошивной станок или оправка становится внутренним диаметром трубы. Никаких «швов» нет. Поскольку материал является бесшовным, формованные детали могут выдерживать высокое давление. Процесс обычно используется для круглых или квадратных профилей. Геометрия внутренней формы имеет ограничения.
Свойства алюминия: какие сплавы лучше всего подходят для экструзии?
Одним из важных аспектов проектирования алюминиевых профилей, который многие упускают из виду, является рассмотрение различных свойств алюминия и того, как они повлияют на конечный продукт или принесут ему пользу. Вы можете найти новые способы предотвращения коррозии с помощью дизайна, но вы также можете повысить прочность, долговечность и другие преимущества работы с алюминием, просто выбрав лучший сплав для проекта. Когда вы экструдируете алюминиевые сплавы, вы получаете дополнительные преимущества, помимо того, что вы получили бы, используя просто алюминиевую заготовку.
Когда вы экструдируете алюминиевые сплавы, вы получаете дополнительные преимущества, помимо того, что вы получили бы, используя просто алюминиевую заготовку.
Silver City Aluminium использует три первичных алюминиевых сплава, в зависимости от потребностей наших клиентов. Большинство сплавов содержат примерно 90 процентов алюминия в сочетании с другими металлами для улучшения качества детали, части создаваемого продукта. 6005, 6063 и 6463 — это то, что мы используем для экструзии алюминиевых сплавов на нашем предприятии в Тонтоне. Вы можете поговорить с одним из наших инженеров или техников, чтобы узнать больше о конструкции алюминиевого профиля, а также продолжить чтение, чтобы узнать немного больше о свойствах алюминиевых сплавов.
Алюминиевый сплав 6005
Применения, требующие большей прочности и долговечности, как правило, требуют использования конструкционных сплавов серии 6000, включая алюминий 6005. Этот конкретный сплав можно использовать в конструкциях, требующих высокого качества коррозионной стойкости и умеренной прочности. Каждый сплав имеет свой ряд свойств, в том числе то, как он ведет себя во время экструзии, изготовления и отделки. Добавляя различные элементы вместе с алюминием, мы можем еще больше предотвратить коррозию за счет конструкции и добиться превосходных результатов, когда мы решим экструдировать алюминиевые сплавы.
Каждый сплав имеет свой ряд свойств, в том числе то, как он ведет себя во время экструзии, изготовления и отделки. Добавляя различные элементы вместе с алюминием, мы можем еще больше предотвратить коррозию за счет конструкции и добиться превосходных результатов, когда мы решим экструдировать алюминиевые сплавы.
6005 имеет отличные характеристики для экструзии, содержит значительное количество кремния для снижения температуры плавления и улучшения его способности к экструзии. Минимальный предел прочности при растяжении и текучести у него такой же, как у сплава 6061, однако он легче обрабатывается и обладает более высокими прочностными характеристиками. 6005 также обладает свойствами изгиба, что делает его не лучшим выбором для приложений, которые могут подвергаться перегрузкам или ударам. Этот сплав можно сваривать и изготавливать другими способами, однако нагрев может снизить прочность, поэтому лучше всего выполнять какие-либо уникальные функции с помощью экструзии алюминия, а не вторичных операций.
Некоторые из способов использования алюминиевого сплава 6005 включают:
- лестничные конструкции
- Соединительный шток для автомобильной промышленности
- бесшовные и конструкционные трубы
- применение в строительстве
- трубка для поручней
Алюминиевый сплав 6063
Одним из наиболее широко используемых вариантов экструзии алюминиевых сплавов является сплав 6063, который обеспечивает высокое качество отделки и является отличным вариантом для экструзии. Он используется для индивидуального и стандартного проектирования алюминиевых профилей, а также для конструкционных труб, бесшовных труб, радиаторов и многого другого. Благодаря своей электропроводности и другим свойствам алюминия сплав 6063 также является отличным выбором для изготовления электрических трубок и приложений.
Еще один сплав, который можно использовать для предотвращения коррозии за счет конструкции, сплав 6063 обладает отличной устойчивостью к коррозии, включая коррозионное растрескивание под напряжением, когда он находится в состоянии термообработки. Он также является отличным кандидатом для вторичных операций и прекрасно работает с блестящими вариантами отделки, включая прозрачное, цветное, окунание и твердое покрытие. Эти отделки могут использоваться по эстетическим, функциональным и защитным соображениям, в зависимости от намерения использования готовой конструкции из алюминиевого профиля.
Он также является отличным кандидатом для вторичных операций и прекрасно работает с блестящими вариантами отделки, включая прозрачное, цветное, окунание и твердое покрытие. Эти отделки могут использоваться по эстетическим, функциональным и защитным соображениям, в зависимости от намерения использования готовой конструкции из алюминиевого профиля.
Некоторые из способов использования алюминиевого сплава 6063 включают:
- оконные и дверные рамы
- радиаторы
- Труба и трубка для ирригационной системы
- поручни и мебель
- электрический кабель и другие компоненты
- товары для архитектуры и строительства
Алюминиевый сплав 6463
Этот конкретный сплав, как и 6063, обычно изготавливается методом экструзии алюминия. Обычно он подвергается термообработке для повышения прочности и снижения пластичности и чаще всего используется в архитектуре или строительстве. Когда вы экструдируете алюминиевые сплавы, такие как сплав 6463, вы получите наилучшие результаты, если будете использовать их для стержней, труб, стержней, проволоки и других типов нестандартных профилей. Состоит из комбинации примерно 98 процентов необработанного алюминия и небольшое количество меди, железа, магния, марганца, кремния и цинка, свойства алюминиевого сплава 6463 включают высокую плотность и предел текучести, а также приличное количество предела прочности и предела текучести.
Состоит из комбинации примерно 98 процентов необработанного алюминия и небольшое количество меди, железа, магния, марганца, кремния и цинка, свойства алюминиевого сплава 6463 включают высокую плотность и предел текучести, а также приличное количество предела прочности и предела текучести.
Индивидуальный дизайн экструзии алюминия
Если вы хотите узнать больше о свойствах алюминия и лучших вариантах экструзии алюминиевых сплавов, свяжитесь с Silver City Aluminium по телефону 508-824-8631. Наша команда высококвалифицированных и опытных дизайнеров, инженеров и техников может помочь вам предотвратить коррозию с помощью проектирования и получить детали, детали или продукты, которые вам нужны. Наша цель состоит в том, чтобы всегда соответствовать или превосходить ожидания наших клиентов, каждый раз обеспечивая высокое качество экструзии, изготовления и отделки. Позвоните сегодня, чтобы получить БЕСПЛАТНУЮ смету для вашего следующего проекта, или используйте нашу онлайн-форму для отправки запроса.