Виды пластиковых откосов для пластиковых окон: 6 видов откосов для пластиковых окон
Виды откосов для пластиковых окон
У каждого окна предусмотрено обрамление. У пластикового – это откосы: на них возложена не только декоративная функция (нести красоту и стиль, быть единым с окном). Главная задача — работать против сквозняков и пыли и быть долговечными — минимальный срок службы — 20 лет. Отделка откосов выполняется из гипсокартона, пластиковых панелей, металла, декоративного камня, клинкерной плитки или с помощью штукатурки. Перед тем, как приступить к работам, стоит сделать замеры: без точных цифр невозможно сделать правильные расчеты.
Применение гипсокартона
У этого материала и положительные стороны, и отрицательные. Начнем с «плюсов». Во-первых, недорого стоит; во-вторых, быстро монтируется; в-третьих, после установки у него ровная поверхность, звуко- и теплоизоляция, которым позавидуют многие. При этом гипсокартон выдержит, в буквальном смысле, бессчетное количество перекрашиваний. Теперь минусы — если в помещении много конденсата, гипсокартон не подойдет: из-за недостаточной влагостойкости применение невозможно. Кроме этого, материал хрупкий, появляются трещины, работы требуют ювелирную точность.
Кроме этого, материал хрупкий, появляются трещины, работы требуют ювелирную точность.
Чтобы установить листы гипсокартона, разрежьте по размеру. Монтировать можно на металлический профиль или на стену.
Пластиковые панели (ПВХ-панели)
Еще один востребованный материал для отделки откосов — пластиковые панели. Среди достоинств — ровная поверхность, которая получается после установки, влагостойкость и 100% примыкание к раме. Материал также подойдет, если необходима дополнительная теплоизоляция. Не стоит забывать о конкурентной цене. «Плюсы» все. Теперь о «минусах»: при деформации панели нельзя менять частями, под воздействием солнечного света меняется цвет. Ну и совместимость с декором стилей и решений отсутствует.
Штукатурные откосы
Шткатурные откосы — это выравнивание стены по маякам с помощью штукатурки. После полного высыхания следует процедура шпатлевания. После просушки откосы шпаклюются, шлифуются и красятся. В числе «плюсов» стоит отметить, что установка таких откосов подходит для каждого помещения: не боится сырости и солнца, красится в нужный цвет, ремонтируется в нужный момент. Но трудоемкость, пыль, грязь и отсутствие теплоизоляции делают этот способ непривлекательным .
В числе «плюсов» стоит отметить, что установка таких откосов подходит для каждого помещения: не боится сырости и солнца, красится в нужный цвет, ремонтируется в нужный момент. Но трудоемкость, пыль, грязь и отсутствие теплоизоляции делают этот способ непривлекательным .
Клинкерная плитка
Клинкерная плитка в качестве откосов устанавливается, как правило, в коттеджах. Прочный материал, который прошел обработку при температуре 1200°C, будет надежным, привлекательным и дорогим видом отделки. А для монтажа таких откосов потребуются: сама клинкерная плитка, специальный клей, уровень, болгарка. Работы начинаются с замеров и выстраиванию плитки. Среди плюсов — применение уголков. Благодаря этому плитка клеится встык, а на внешнем виде это никак не отражается. Клеить начинают с внешних углов, двигаясь к внутренним.
Другие материалы
Установка откосов из других материалов также пользуется популярностью, но чаще это относится к внешней отделке: эстетичность и гармоничность гарантированы.
Подобрать вариант для себя труда не составит. Главное помнить: не только красота правит балом, а в первую очередь функциональность и надежная защита без продуваний и скапливания конденсата.
Вернуться к списку статей
Запишитесь на бесплатный замер*
* Оконных и дверных конструкций
Ваше имя
Номер телефона
Даю согласие на обработку персональных данных
Виды пластиковых откосов и технология их установки
Вот уже пять лет человечество осваивает новый век, который характеризуется сменой стандартов. На смену устоявшимся деревянным оконным рамам приходят пластиковые окна. Их устанавливают при строительстве и реконструкции, а также вместо отживших свой век деревянных предшественников. При установке пластиковых окон следует продумать такую немаловажную деталь как отделка проTмов пластиковыми откосами. При неправильном выборе материалов или технологии установки внешний вид Ваших окон может пострадать от появления конденсата или промерзания откосов. Оптимальный вариант-использование пластика ПВХ (или поливинилхлорид). Откосы из этого пластика экологичны, не нуждаются в специальном уходе и прослужат Вам много лет. Цвет этого материала можно подобрать в соответствие с Вашими рамами. Гладкая поверхность ПВХ обеспечивает безупречный внешний вид. На нем не остается разводов, а очистка от грязи и пыли не составляет большого труда. Срок службы таких откосов сравним со сроком эксплуатации самих окон. Установка пластиковых откосов производиться одновременно с установкой окон и обычно не требует большого количества рабочего времени.
Оптимальный вариант-использование пластика ПВХ (или поливинилхлорид). Откосы из этого пластика экологичны, не нуждаются в специальном уходе и прослужат Вам много лет. Цвет этого материала можно подобрать в соответствие с Вашими рамами. Гладкая поверхность ПВХ обеспечивает безупречный внешний вид. На нем не остается разводов, а очистка от грязи и пыли не составляет большого труда. Срок службы таких откосов сравним со сроком эксплуатации самих окон. Установка пластиковых откосов производиться одновременно с установкой окон и обычно не требует большого количества рабочего времени.
Существует три технологии изготовления пластиковых откосов:
пластиковые откосы из сэндвич-панелей;
откосы из вспененного пластика;
откосы из гипсокартона, которые покрываются жестким пластиком
Рассмотрим каждую технологию отдельно.
Пластиковые сэндвич-панели бывают разного типа и идеально соответствуют видам оконных рам: глянцевые, матовые, под дерево. Пластиковые откосы из сэндвич-панелей имеют внутри пористую структуру. Они отлично сохраняют тепло, что препятствует образованию конденсата при низкой температуре на улице. Сэндвич-панели не боятся влаги, также она не страшна и для клеевого соединения. Откосы из сэндвич-панелей паронепроницаемы. Они защищают пенный утеплитель и стены от влаги, поступающей со стороны откоса, которая, в противном случае, приводит к промерзанию. Для изготовления откосов используется панели толщиной 1см. В оконный проем устанавливается стартовый профиль до установки самого окна. Потом откосы крепятся к стене. Это можно сделать разными способами. Самый простой — это крепление саморезами с дюбелями. Шляпки саморезов уходят вглубь откоса и маскируются специальными уголками, которые имеются в продаже. Их также можно согнуть под специальным углом из жесткого ПВХ толщиной 1-1.5 мм., речь о котором пойдет позже. Другой вариант- использование кронштейнов из оцинковки. Их толщина составляет всего 1мм. Один из кронштейнов крепится к стене, другой крепиться к откосу при помощи специальной монтажной ленты с двойным клеевым слоем.
Они отлично сохраняют тепло, что препятствует образованию конденсата при низкой температуре на улице. Сэндвич-панели не боятся влаги, также она не страшна и для клеевого соединения. Откосы из сэндвич-панелей паронепроницаемы. Они защищают пенный утеплитель и стены от влаги, поступающей со стороны откоса, которая, в противном случае, приводит к промерзанию. Для изготовления откосов используется панели толщиной 1см. В оконный проем устанавливается стартовый профиль до установки самого окна. Потом откосы крепятся к стене. Это можно сделать разными способами. Самый простой — это крепление саморезами с дюбелями. Шляпки саморезов уходят вглубь откоса и маскируются специальными уголками, которые имеются в продаже. Их также можно согнуть под специальным углом из жесткого ПВХ толщиной 1-1.5 мм., речь о котором пойдет позже. Другой вариант- использование кронштейнов из оцинковки. Их толщина составляет всего 1мм. Один из кронштейнов крепится к стене, другой крепиться к откосу при помощи специальной монтажной ленты с двойным клеевым слоем.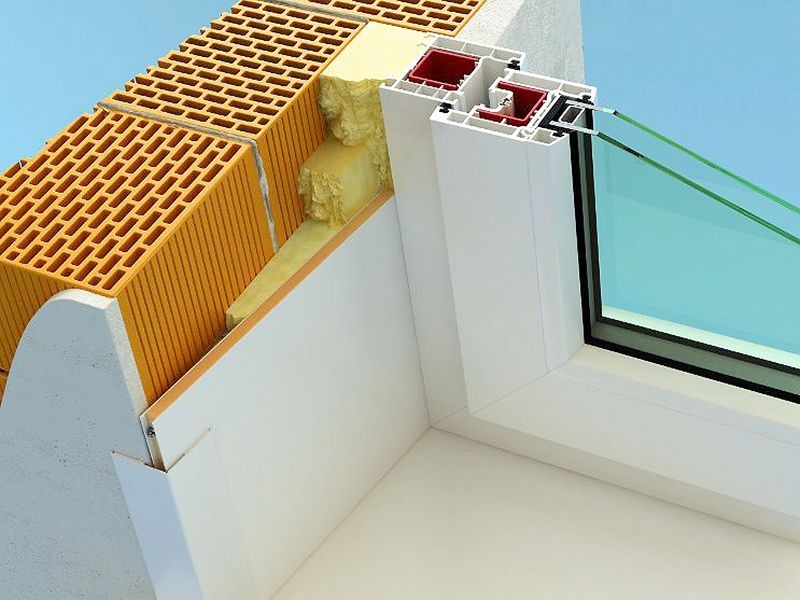 Между собой кронштейны скрепляются саморезами. Боковые откосы приклеиваются к подоконнику. Также откосы можно склеить между собой, а углы промазать герметиком. Надо заметить, что монтажная лента и клей могут быть использованы только при температуре выше 10¦С. Наряду со всеми своими преимуществами откосы, изготовленные из пластиковых сэндвич-панелей, имеют приемлемую стоимость.
Между собой кронштейны скрепляются саморезами. Боковые откосы приклеиваются к подоконнику. Также откосы можно склеить между собой, а углы промазать герметиком. Надо заметить, что монтажная лента и клей могут быть использованы только при температуре выше 10¦С. Наряду со всеми своими преимуществами откосы, изготовленные из пластиковых сэндвич-панелей, имеют приемлемую стоимость.
Второй вариант изготовления пластиковых откосов-использование интегрального вспененного ПВХ. Этот пластик имеет твердый и гладкий наружный слой. Надрезав, этот пластик можно согнуть под нужным углом или, делая частые надрезы, по радиусу. После чего надрезы фиксируются специальным клеем. Это дает возможность изготовлять откосы с изгибами и расширениями. Установка происходит по той же схеме, что и для сэндвич-панелей.
Третий вариант изготовления откосов-облицовка откосов из гипсокартона жестким пластиком ПВХ. При помощи —жидких гвоздей— пластик крепиться к гипсокартону. У этого способа есть недостаток: этот пластик недостаточно твердый, на нем могут остаться следы деформации. Также из-за особой шелковистой поверхности он в большей мере подвержен загрязнениям.
Также из-за особой шелковистой поверхности он в большей мере подвержен загрязнениям.
Ценный ПВХ из пластиковых окон
Оконный профиль со вставленными резиновыми уплотнителями и коэкструдированными уплотнительными кромками из пластифицированного ПВХ.
Срок службы достигает не менее 40 лет, что означает меньшее использование ресурсов и более низкую нагрузку на выбросы CO2. Теоретически цикл использования и восстановления окон можно повторить семь раз без негативных последствий для сырья или качества обработки.
Здесь перерабатываются не только излишки производственного материала и обрезки профилей, возникающие при производстве окон, но и старые окна, изношенные двери, жалюзийные ламели и т. д.
По данным ассоциации Rewindo.de, созданной совместно производителями окон из ПВХ для поощрения вторичной переработки окон из ПВХ, степень переработки старых окон составляет 89 процентов, что соответствует 101 000 тонн восстановленного гранулята ПВХ. Из них 73 645 тонн приходится на отходы производства и 27 328 тонн на утилизацию старых окон.
Изготовление окон из ПВХ
Оконные профили из ПВХ производятся из особо высококачественного ПВХ. Благодаря использованию таких добавок, как УФ-стабилизаторы, пигменты, наполнители и т. д., получается долговечный, высококачественный пластик с оптимальными потребительскими свойствами. Преимуществом таких ПВХ-компаундов является их универсальная возможность вторичной переработки. Это означает, что обрезки профилей и, конечно же, старые окна можно перерабатывать любое количество раз и, в идеале, снова находить применение в новых окнах.
WRS завод по переработке оконных профилей из ПВХ
Стальные профили, встроенные в профили из ПВХ, стабилизируют полные окна. Эта «механическая» система действует как решение, позволяющее надежно открывать, закрывать, наклонять и поворачивать окна. Уплотнительные кромки, уложенные в профиль или соэкструдированные на профиль, служат для герметизации створок и рам, а также стекол (Фото 1).
Помимо резины и пластифицированного ПВХ, для уплотнения современных окон используются и другие пластмассы. Специально для раздвижных окон используются так называемые уплотнительные щетки из полипропилена. Небольшие колеса и фурнитура из нейлона также все чаще встречаются. Силиконовые герметики от уплотнителей швов дополнительно можно найти в старых окнах и различных других пластмассах, которые используются для сборки и регулировки окон при их установке в зданиях.
Специально для раздвижных окон используются так называемые уплотнительные щетки из полипропилена. Небольшие колеса и фурнитура из нейлона также все чаще встречаются. Силиконовые герметики от уплотнителей швов дополнительно можно найти в старых окнах и различных других пластмассах, которые используются для сборки и регулировки окон при их установке в зданиях.
Оконные профили с сердцевиной из рециклата
Новые высокотехнологичные профили создаются из переработанных пластиковых окон, так как чистый рециклат ПВХ также используется для сердцевин профиля, а наружный покровный слой состоит из первичного ПВХ. Это экономит ресурсы и сохраняет окружающую среду.
Оконные профили с сердцевиной из вторичного сырья являются практическим доказательством работы экономики замкнутого цикла. Они лишь частично отличаются от профилей из первичного материала по цвету, но имеют 100% такое же качество, т.е. такие профили из ПВХ легко соответствуют высоким стандартам качества, предъявляемым к пластиковым окнам, естественно, также с точки зрения тепло- и звукоизоляции.
Влияние посторонних материалов
Для повторной обработки ПВХ оконных профилей, обрезков профилей или старых окон необходимо полностью удалить все материалы, которые не состоят из ПВХ, перед обработкой.
Измельченное оконное стекло до и после электростатического разделения резины.
Влияние посторонних материалов, таких как дерево, металл, стекло и т. д., на гранулят ПВХ очевидно. Это приводит к повреждению экструдеров, инструментов и конечного продукта. Хотя эти материалы в основном можно легко отделить с помощью установленных технологий разделения (магнитная сепарация, разделение на вибростоле и т. д.), разделение уплотнений из пластифицированного ПВХ и особенно резиновых уплотнений не так просто.
Пластифицированный ПВХ легко смешивается с жестким ПВХ. Однако тогда возникает проблема, заключающаяся в том, что цвет гранулята значительно меняется после экструзии. В частности, с ретенционными планками для остекления, т. е. с большим количеством цветных (черных) профилей, конечный продукт становится все более серым и, следовательно, менее привлекательным.
Еще более проблематично, если в измельченном виде присутствуют материалы резиновых уплотнений. Материал резинового уплотнения не плавится в экструдерах и не связывается с ПВХ. При выдавливании профиля с таким гранулятом, содержащим резиновые примеси, на поверхности появляются «пупырышки», закрываются каналы профиля в экструзионном инструменте и т. д.
В частности, в новых оконных конструкциях, в которых многокамерные профили используются для повышенной устойчивости и, в частности, за счет более высокой теплоизоляции, используемые здесь камерные перемычки имеют толщину всего в несколько десятых миллиметра, так что уже один небольшой кусочек резина, «застрявшая» в инструменте для такого профиля, может привести к износу профиля на несколько метров, прежде чем такое повреждение будет обнаружено.
Каучук можно до некоторой степени отделить фильтрованием расплава в экструдере, но только если уровень каучука не слишком высок. Это также относится, конечно, к другим загрязняющим веществам, таким как дерево и металл или другие пластмассы с более высокой температурой плавления, чем ПВХ.
Решения для отделения посторонних материалов
Ручная сортировка
При ручной сортировке особенно важно «вытягивать» резиновые уплотнения из профилей и обрезков профилей. Это очень трудоемкая работа, прежде всего потому, что резиновые уплотнители в современных оконных профилях плотно входят в пазы профиля, практически без люфта. Несмотря на использование пассатижей или других инструментов, один сортировщик не может отсортировать из таких профилей более 60 – 100 кг пломб в час.
Коэкструдированные уплотнения – это уплотнения, которые невозможно отделить чисто механическими средствами. Очевидно, что есть компании, которые просто отрезают эти уплотнительные кромки из пластифицированного ПВХ и получают жесткий ПВХ без примесей пластифицированного ПВХ, но затраты на это не оправдываются при оплате «среднеевропейских» ставок заработной платы.
Затраты на сортировку, возникающие только при отделении каучука при таком способе переработки окон, составляют до 200,00 ЕВРО за тонну – особенно высокая стоимость при переработке.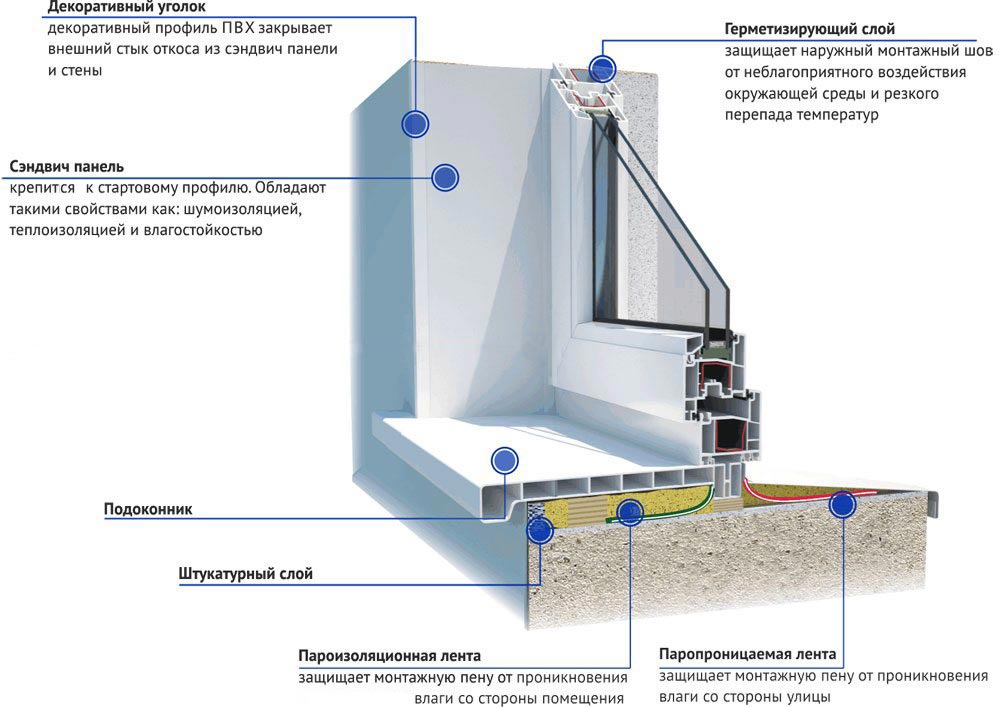 По этой причине стремятся достичь экономической выгоды за счет полностью автоматических процессов отделения посторонних материалов.
По этой причине стремятся достичь экономической выгоды за счет полностью автоматических процессов отделения посторонних материалов.
Автоматические процессы сортировки
Разделение металлов
Черные металлы можно легко отделить с помощью магнитов над конвейерными лентами или магнитными верхними роликами. Даже мельчайшая железная пыль размером до 25 мкм не представляет проблемы для высокоэффективных магнитов.
Конечно, цветные металлы в виде алюминиевых деталей, оконной фурнитуры и т. д. можно эффективно отделять с помощью вихретоковых сепараторов. Однако отделение мелких частиц алюминия или нержавеющей стали от вторичного измельчения проблематично. Электростатические коронные валковые сепараторы KWS от hamos GmbH предлагают решение здесь. На этом оборудовании практически вся металлическая фракция отделяется сухим способом. Даже металлические частицы размером < 500 мкм легко отделяются. Здесь работает высокопроизводительное оборудование в несколько ступеней, с производительностью от 500 до 2500 кг/ч, с низким энергопотреблением и практически полностью в автоматическом режиме без участия обслуживающего персонала (Фото 2).
Кроме того, другие проводящие загрязнения, такие как, например, древесины при обработке старых окон, одинаково хорошо отделяются от потока ПВХ роликовым сепаратором hamos KWS corona.
Решения для отделения нашей резины
При отделении резины от жесткого ПВХ задача состоит в том, чтобы отделить нежелательный посторонний материал (резину) от хорошего материала. При этом необходимо учитывать, что оба материала должны иметь одинаковый удельный вес, а в некоторых случаях даже один и тот же цвет, принимая во внимание, что белые резиновые уплотнения или цветные уплотнения в настоящее время все чаще используются в цветных профилях. Процессы механической сепарации здесь в значительной степени не учитываются, так как они не могут гарантировать требуемую чистоту и производительность, даже если оборудование работает с высокой производительностью.
Решением является сепарация с помощью электростатической технологии оборудования hamos EKS. Для отделения «резины» и «пластифицированного ПВХ» от жесткого ПВХ используется различное поведение электростатического заряда двух непроводящих материалов. Эти два непроводящих материала – резина и ПВХ – интенсивно контактируют друг с другом в специальном зарядном оборудовании. За счет переноса заряда между материалами ПВХ приобретает отрицательный заряд, а резина – положительный. Два типа материалов в этой загруженной смеси продуктов затем могут быть отделены друг от друга с помощью блока разделения, встроенного в оборудование EKS. Для этой цели электродная система питается высоким напряжением.
Эти два непроводящих материала – резина и ПВХ – интенсивно контактируют друг с другом в специальном зарядном оборудовании. За счет переноса заряда между материалами ПВХ приобретает отрицательный заряд, а резина – положительный. Два типа материалов в этой загруженной смеси продуктов затем могут быть отделены друг от друга с помощью блока разделения, встроенного в оборудование EKS. Для этой цели электродная система питается высоким напряжением.
Специальное расположение электродов обеспечивает отделение других пластиков, дерева и других загрязнений вместе с резиной и пластифицированным ПВХ.
На практике можно отделить, например, все загрязнения от смеси, состоящей из 90 % жесткого ПВХ и 10 % каучука/пластифицированного ПВХ. Чистота ПВХ более 99,5% достигается только за один проход. Пропускная способность мин. Здесь возможна производительность 1000 кг/ч на стандартном оборудовании Hamos EKS. Два или более оборудования работают параллельно для повышения производительности.
Оптическая сортировка
Качество вторичного сырья может быть дополнительно повышено с использованием оборудования для оптической сортировки Hamos SEA. Затем оптоэлектронное оборудование для сортировки по цвету программируется таким образом, что «белый» измельченный материал выпадает из линии, а «цветные» материалы (к которым относятся и частицы резины) выдуваются коротким импульсным потоком воздуха. Помимо цветного резинового уплотнительного материала, также выделяется цветной жесткий ПВХ. Благодаря тому, что материалы одновременно оптически контролируются с двух сторон, детали из ПВХ, декорированные с одной стороны декоративной пленкой, также легко отделяются.
Затем оптоэлектронное оборудование для сортировки по цвету программируется таким образом, что «белый» измельченный материал выпадает из линии, а «цветные» материалы (к которым относятся и частицы резины) выдуваются коротким импульсным потоком воздуха. Помимо цветного резинового уплотнительного материала, также выделяется цветной жесткий ПВХ. Благодаря тому, что материалы одновременно оптически контролируются с двух сторон, детали из ПВХ, декорированные с одной стороны декоративной пленкой, также легко отделяются.
После оптической сортировки, с одной стороны, получаются высококонцентрированные потоки отходов, а с другой — максимальный выход ПВХ, так как потери ПВХ минимальны.
Чистота белого материала почти соответствует чистоте первичного материала, поэтому этот продукт можно легко использовать в производстве новых окон.
Эффективность
Жесткий ПВХ является ценным сырьем из-за высокого содержания в нем добавок и пигментов. По этой причине, а также, естественно, из-за превосходной возможности повторного использования, шлифовка окон из ПВХ очень востребована в качестве материала для вторичной переработки.
Если повторно измельченный ПВХ использовать в производстве оконных профилей, он должен быть очищен от резины и других загрязнений, поскольку в противном случае повторное использование просто невозможно.
Благодаря высокой производительности электростатического и оптоэлектронного сортировочного оборудования производится почти 100% чистый измельченный ПВХ с минимальными затратами на сепарацию. Процессы разделения требуют мало энергии, работают практически полностью автоматически и поэтому особенно эффективны.
Пример клиента
Чтобы еще больше расширить деятельность по переработке и внести еще один важный вклад в защиту окружающей среды, компания REHAU, специализирующаяся на полимерах, расширила свой польский завод в Среме, установив современную линию по переработке с производительностью около 10 000 тонн в год год. Главной особенностью является линия сортировки хамоса, которая разделяет сырье на чистые отдельные фракции материала и обеспечивает высочайшее качество для дальнейшей переработки.
«Мы очень довольны стандартом, которого достигла компания hamos GmbH»
Йорг Ипфлинг, руководитель проекта Recycling Technology Window Solutions в Rehau, говорит: «Мы очень довольны стандартом, которого достигла компания hamos GmbH. Ранее было невозможно полностью автоматически сортировать ПВХ из обрезков профилей и излишков производственного материала в соответствии с такими высокими стандартами качества и чистоты. Эта разработка помогла нам полностью закрыть материальный цикл. Родился новый стандарт мирового уровня».
Г-н Бодо Штройбель, директор завода Dekura Bad Schmiedeberg, говорит: «После 17 лет работы наш опыт работы с предприятием по переработке окон hamos WRS очень положительный. Завод помог нам достичь наших целей, гарантируя высочайшее качество, требуемое для ПВХ, и, таким образом, повышая общую производительность нашего процесса.
Внедрение системы hamos стало незаменимым и «замыкает наш цикл переработки».
Траншейная дренажная система Dura | Жилая и коммерческая недвижимость
Переключить навигацию
Поиск
сравнить продукты
Наша запатентованная дренажная система Dura Slope Trench Dura шириной 6 дюймов состоит из предварительно наклонных и нейтральных каналов, предназначенных для поддержания оптимальной скорости потока.
Просмотр продуктов
Универсальность и надежность
Для жилых, коммерческих, промышленных и муниципальных дренажных систем дренажная система NDS Dura Slope Trench Drain обрабатывает большие объемы и решения до номинальной нагрузки класса D.
Легкий и простой в установке
Изготовленный из полиэтилена высокой плотности, Dura Slope представляет собой пластиковый лоток с замковым соединением в виде шипа и канавки, обеспечивающим выравнивание и прямолинейность лотка. Легкие модульные секции высотой 4 фута просты в управлении.
Защелки вместе
Упрощенная установка
Замки на месте
Решения для любого размера
Доступны нейтральные и предварительно наклонные секции со встроенным уклоном 0,07%,
Dura Slope Trench Drain предлагает множество вариантов решетки. Дура Склон
Дура Склон
Доступны секции каналов
глубиной от 4 до 12 дюймов.
Избранные проекты
Автостоянка
ДАРБОРЕТУМ ДАЛЛАС
Парковая дорожка и подъездная дорога
МУНИЦИПАЛЬНЫЙ КОММУНАЛЬНЫЙ РАЙОН
Ландшафтный дизайн
РЫНОК
Терминал аэропорта
МЕЖДУНАРОДНЫЙ АЭРОПОРТ САКРАМЕНТО
Предварительно наклонный желоб Dura Slope™
Наклонный желоб Dura — дренаж в наклонном канале — эффективное решение
для проездов, спортивных сооружений, парковок, складов, погрузочных площадок и бассейнов.
Дренажные секции Dura Slope™ Channel
- Идеально подходят для коммерческих и жилых проектов
- 24 предварительно наклонных секции, 9 нейтральных секций
- Арматурные стержни №3 и №4
- Подходит для решеток шириной 6 дюймов
Посмотреть продукт
Dura Slope™ EZ Track™
- Радиусные муфты позволяют легко выполнять изгибы и изгибы
- Доступны 4 варианта глубины со стандартной или щелевой решеткой
- Идеально подходит для беговых дорожек, бассейнов и фонтанов
Посмотреть продукт
Рама из ковкого чугуна Dura Slope™
- Обеспечивает номинальную нагрузку класса D.

- Обеспечивает номинальную нагрузку класса D.
