Продувает пластиковое окно: Журнал о дизайне интерьеров и ремонте Идеи вашего дома — IVD.ru
Что делать, если пластиковое окно промерзает или продувает? — Пластиковые окна (ПВХ): цены, установка в Омске
- Главная
>
- Полезные статьи
>
Что делать, если пластиковое окно промерзает или продувает?
Пластиковые окна – огромный шаг вперед в развитии современной оконной фурнитуры. Однако случается, что при неправильном эксплуатировании помещения или неправильной установке окон с ними могут возникнуть некоторые проблемы.
Одна из проблем – промерзание. Оно приводит к тому, что портится не только внешний облик окон, но и свойства материалов, из которых изготовлены стеклопакеты, да и вся конструкция в целом, теряют свои первоначальные свойства и качества.
Помимо типичных причин неправильного эксплуатирования помещения – плохой вентиляции, поддержки температурного режима и, возможно, слишком широких и низких подоконников, возможны были ошибки со стороны изготовителей окон или их установщиков. Если виноваты изготовители – вы имеете право требовать замены окон. Во втором же случае проблема поддается корректировке.
Как избежать промерзания пластиковых окон:
- Соблюдать правила эксплуатации пластиковых окон.
- Регулярно проветривать помещение.
- Соблюдать постоянный стабильный температурный режим в помещении. Еще одна неприятность, которая может возникнуть — это продувание. Предлагаем вам рассмотреть разные варианты его происхождения и исключения.
Если вы чувствуете продувание по всему периметру створки, скорее всего, ваше окно не переведено в зимний режим. О том, как это сделать, мы уже рассказывали.
Ощущаете дуновение из-под подоконника? Значит, он установлен не герметично. Спасет ситуацию герметик, проведенный по шву подоконника.
Спасет ситуацию герметик, проведенный по шву подоконника.
Проблема также может возникнуть в откосах. Возможно, оказалась разрушена монтажная пена или изначально была наложена в недостаточном количестве. В таком случае нужно разобрать откосы и заново наложить монтажную пену.
Потоки воздуха могут проникать внутрь через петли. Вероятно, неплотно закрыты какие-то из многочисленных элементов петель. Осмотрите внимательно окно и плотно прикрутите все детали.
Если дуть начало из-под уплотнителя – значит, он износился, и его необходимо заменить.
Чтобы проблем с окнами было как можно меньше или не было вообще, важно помнить, что они должны быть качественно изготовлены и установлены. Приняв решение купить и установить пластиковые окна нашей компании, вы обеспечиваете себя гарантиями качества, надежности и добросовестности.
Наши акции
Мы предлагаем уникальные предложения
-
Скидка до 40 %
при заказе окон без монтажа
Получить скидку -
Скидка 5% для пенсионеров
Получить скидку -
Скидка 35%
при остеклении всей квартиры под ключ
Получить скидку
X
Заказать звонок
Заполните форму, и мы перезвоним Вам,
чтобы произвести точный расчет вашего заказа!
Неверно заполнено поле
Неверно заполнено поле
X
Заказать звонок
Заполните форму, и мы перезвоним Вам,
чтобы произвести точный расчет вашего заказа!
Неверно заполнено поле
Неверно заполнено поле
36 причин продувания пластиковых окон
Технический прогресс в XXI веке демонстрирует невиданные ранее темпы роста. Мы учимся управлять компьютерами силой мысли, и всерьез готовимся к высадке на Марс. А пока космические корабли, так сказать, бороздят – пластиковые окна на зиму, по старинке, заклеиваем…
Мы учимся управлять компьютерами силой мысли, и всерьез готовимся к высадке на Марс. А пока космические корабли, так сказать, бороздят – пластиковые окна на зиму, по старинке, заклеиваем…
Несмотря на все обещания, через пластиковые окна продувает, порой не меньше, чем через старые деревянные. И не удивительно – годы идут, а качество новых оконных конструкций лишь падает.
В этой статье я постараюсь, по возможности, рассмотреть все основные причины данной проблемы, и дам рекомендации к их устранению. Но волшебного регулировочного ключика, с помощью которого можно отделаться от сквозняков раз и навсегда, вы в ней не встретите. Думаю, что не открою большого секрета, если скажу, что многочисленные «инструкции по переводу окон на зимний режим», кочуют с сайта на сайт лишь для привлечения внимания к рекламе.
Однако, если правильно «поставить диагноз», можно действительно, полностью избавиться от продувания окон.
И, замечу, при этом сэкономить немалые деньги…
Для удобства, разделим «виновников» неисправности по группам.
I. Уплотнитель
II. Фурнитура
III. Ошибки при остеклении окна
IV. Брак конструкции
V. Монтаж
VI. Технологическое и привнесенное извне продувание
VII. Псевдо – продувание (конвекция)
I. Причины продувания пластикового окна – проблемы с уплотнителем
Начнем с уплотнительной резины окон – и вовсе не из-за того, что с ней связаны основные причины их продувания (отнюдь, нет), а просто потому, что резина все время «на слуху». В оконном бизнесе слова «дует» и «уплотнитель», благодаря агрессивной маркетинговой политике всевозможных продавцов услуг ремонта, стали практически синонимами – чтобы в этом убедиться, достаточно набрать их в поиске. Ведь замена резинового уплотнения – сравнительно простое, не требующее слишком большого опыта, и при этом, очень выгодное дело!
Но, разумеется, реальные причины продувания пластиковых окон «из-за резины» действительно есть, и они следующие:
1) Уплотнитель, прослуживший 10 лет и более, как правило, уже не способен эффективно выполнять свои функции. Старение идет быстрее, если окно находится на солнечной стороне.
Старение идет быстрее, если окно находится на солнечной стороне.
2) Цементная пыль и побелка, при малярно-штукатурных работах, способны очень быстро высушить и «состарить» резину. Она становится сплющенной, жесткой, окно начинает продувать. Если смазать уплотнитель силиконовым маслом после ремонта, можно попытаться восстановить его свойства, но гораздо лучше не допускать такого развития событий, и заклеивать окна полиэтиленовой пленкой заранее, до начала работ.
3) Уплотнение досрочно приходит в негодность, из-за регулировки монтажниками окон «на зимний режим» – если это делается сразу, непосредственно при их установке. Сжатая до предела резина очень быстро, буквально за несколько лет, может полностью потерять эластичность.
4) Сильно натянутый на заводе (читай – короткий) уплотнитель «слезает» с углов створки, и в образовавшиеся щели дует.
5) Иногда резины, наоборот, слишком много, и она образует «волну». Пыль при продувании пластикового окна, в таком случае, ложится вдоль рамы «пунктиром».
6) Резина, по разным причинам, может выпасть из своего паза. Особенно часто она сбивается ногами на нижней части рамы балконных дверей.
7) Уплотнитель расходится в стыке – обычно над створкой (опять же, если он слишком короткий). Заметно дует из стыка резины, однако, только при нарушении технологии – если стык выполнен не сверху, а снизу.
8) Цветные уплотнители (белые, серые), в большинстве своем, в холодное время года гораздо жестче черных, пластиковые окна с ними продувают намного чаще. Подобный дизайн, в ближайшую же зиму, может выйти вам боком.
9) То же относится к пластиковым окнам с коэкструдированным уплотнением – когда резина заранее «вплавлена» в пластиковый профиль. Такие окна обходятся производителю дешевле традиционных, хотя сами по себе могут позиционироваться и как элитные. Их можно отличить от обычных по внешнему виду углов створки (и, при некачественной обработке, через углы постоянно продувает). Так как уплотнитель у таких окон – это, по сути, тот же пластик (а не каучук), зимой его эластичность резко снижается.
10) Если окна вам установили бесплатно (при капитальном ремонте, или в доме – новостройке), то возможно, что часть уплотнения просто вырезана. Это делается для того, чтобы «стеклопакеты» соответствовали СНиПам по воздухообмену. Одной рукой, как говорится, лечат, другой калечат — воздухообмен в помещении, безусловно, нужен. Но в данном случае, он абсолютно неконтролируем, так как это просто дыры – в отличие от правильных приточных клапанов с возможностью регулировки.
11) В новых домах, после жалоб жильцов на продувание пластиковых окон, застройщики иногда сами меняют им резину. При этом стараются использовать ту, что потолще – чаще всего, устанавливают уплотнитель стекла, вместо створочного. В результате, ручку до конца закрыть становится очень трудно, и начинает дуть еще сильнее.
Что можно сделать в большинстве таких случаев?
Регулировка на прижим окна со старым, или испорченным при ремонте уплотнением, может лишь немного оттянуть срок его замены. Короткую и деформированную резину лучше поменять на новую, цветную и коэкструдированную (если есть техническая возможность) – на обычную, черную EPDM. И, конечно, уплотнитель должен соответствовать профильной системе (быть «родным» или его аналогом), а не универсальной «лапшой», которую вам с удовольствием «повесят на уши» некоторые горе-ремонтники.
Короткую и деформированную резину лучше поменять на новую, цветную и коэкструдированную (если есть техническая возможность) – на обычную, черную EPDM. И, конечно, уплотнитель должен соответствовать профильной системе (быть «родным» или его аналогом), а не универсальной «лапшой», которую вам с удовольствием «повесят на уши» некоторые горе-ремонтники.
II. Фурнитура и продувание пластиковых окон
Регулировка фурнитуры – следующий по популярности способ устранения продувания из окон, после замены уплотнителей. Почему же он далеко не всегда помогает, даже если для этого был вызван «мастер», который полдня крутил ключом цапфы и оконные петли?
12) Зацепы могут быть установлены слишком далеко от запорных цапф фурнитуры. В этом случае, при повороте ручки, створка окна плохо прижимается к раме, и из-под нее дует. Расстояние от планки до цапфы, в положении «открыто», должно быть не более 3-5 мм.
13) Ответные планки иногда, попросту отсутствуют – их забывают установить на заводе, либо они могут быть расположены абсолютно неправильно. Продувание пластикового окна, в этом случае, неизбежно.
Продувание пластикового окна, в этом случае, неизбежно.
14) Механизм окна может быть недорогим, упрощенного типа – короткий основной запор на поворотной створке, короткий средний запор (между петель) на поворотно-откидной, слишком большое расстояние между цапфами. Могут отсутствовать прижимы снизу и сверху широких створок, и боковые прижимы у поворотных.
15) Ошибка при установке нижней петли на створке (ее смещение), приводит к продуванию в соответствующем углу пластикового окна. То же относится и к позиционированию среднего прижима (между петель).
16) Проворот и ослабление саморезов, крепящих фурнитуру, например, при применении для пластика саморезов «по металлу». В этом случае, совсем небольшого усилия достаточно, чтобы «сорвать резьбу». Обычно ответные планки у таких окон расшатаны, плохо держатся в пазу.
17) Бывают случаи, когда в новостройках элементы фурнитуры снимают с временно «бесхозных» окон, переставляя ее тем, кто уже заселился.
18) Различные поломки механизма, в холодное время года, тоже приводят к продуванию окна.
«Крутить петли» во всех этих случаях — практически бесполезно.
Правильный способ устранения продувания пластиковых окон – установка ответных планок на свои места, ремонт, модернизация или замена частей фурнитуры.
Перед этим, следует убедиться, что створка окна не перекошена (см. далее).
III. Ошибки при остеклении окна
«Косяки» остекления – это львиная доля настоящих причин продувания. Без их устранения, все другие меры обычно не эффективны.
Казалось бы, какая связь между стеклами и продуванием из пластикового окна? А она самая, что ни на есть, прямая – именно стекло является несущим элементом, который придает створке ее прямоугольную форму.
19) Стеклопакет не растягивает створку по диагонали, так как регулировочные и опорные пластины внутри (между пластиком и стеклом) расположены неправильно, не подобраны по толщине, или отсутствуют. В результате створка «провисает» (один из углов свисает ниже другого), ее перекашивает. Появляется щель сверху, сбоку ухудшается прижим, поскольку запорные цапфы «уходят» ниже ответных планок. Пластиковое окно продувает, в результате, сразу с нескольких сторон.
В результате створка «провисает» (один из углов свисает ниже другого), ее перекашивает. Появляется щель сверху, сбоку ухудшается прижим, поскольку запорные цапфы «уходят» ниже ответных планок. Пластиковое окно продувает, в результате, сразу с нескольких сторон.
20) Высокие створки не расклинены изнутри, дополнительными пластинами «по центру», и профиль прогибается. Обычно при этом, пластиковое окно дует со стороны петель, и/или возле ручки.
На мой взгляд, эти два пункта, являются причиной подавляющего большинства случаев сильного продувания окон.
Лечение – регулировка «по геометрии», или переклинка окна. Делается грамотным мастером (а не крутильщиком петель), всего один раз на весь срок его службы.
IV. Брак производства окна (его пластиковой части)
Такое, к сожалению, случается. Человеческий фактор существует всегда, к тому же заработная плата сборщиков оконных конструкций, как правило, напрямую зависит от количества изготовленных в смену «квадратных метров».
Вот основные издержки производства, из-за которых возможно продувание окон:
21) Несоответствие геометрических размеров рамы и створки. Ошибки всего на пару миллиметров, достаточно для того, чтобы окно дуло.
22) Вертикальные импосты (перемычки) установлены со смещением вбок, что вызывает задевание у одной из соседних створок, и продувание у другой.
23) Импосты неплотно прикручены к раме, в результате чего образуются щели, в которые дует. То же явление наблюдается, при слишком длинных штапиках (например, очень часто, у балконных дверей).
24) Штапики, наоборот, отпилены слишком коротко или криво – после установки окна, продувает в щели между ними.
25) Профиль окна не армирован, или металл усиления внутри – слишком тонкий. Из-за всеобщей экономии последнее встречается повсеместно, так как увидеть «халтуру», не распилив окно, невозможно. Приводит к деформации створки, и продуванию пластикового окна.
26) Плохая механическая обработка (зачистка) пластика – из-за этого образуются заусенцы, и уплотнитель сминается, или не держится в углах. У окон с коэкструдированной резиной часто не удален наплав на ее стыке, который не дает плотно прижать створку к раме.
У окон с коэкструдированной резиной часто не удален наплав на ее стыке, который не дает плотно прижать створку к раме.
Если гарантия на окна уже закончилась, браки производства приходится устранять подручными средствами.
Тут все зависит от опыта и квалификации мастера.
Кроме прямых рук и знаний, в тяжелых случаях, борьбе с продуванием пластиковых окон иногда может помочь герметик, новый уплотнитель другого типа, и т.д.
V. Брак монтажа
А вот он, увы, встречается гораздо чаще, чем хотелось бы. Причина – огромная текучка кадров на должности монтажника, отсюда множество, толком не обученных «мастеров», брошенных фирмой в «бой за сезон». Нередко окна в новостройках, и так называемые, муниципальные (бесплатно замененные городом при капитальном ремонте), и вовсе ставят обычные разнорабочие, которые еще вчера мели полы и красили стены.
Итак, основные браки монтажа:
27) Классика – плохо запененные рамы. Продувает по периметру окон, из стыков окон с пластиковыми откосами, из-под откосов, подоконников.
Продувает по периметру окон, из стыков окон с пластиковыми откосами, из-под откосов, подоконников.
28) Рама окна растянута «бочкой». При этом фурнитура сбоку створки не входит в зацепление, поэтому дует между петель, и возле ручки (чаще, на балконных блоках). Легко диагностируется путем измерения рулеткой внутренней ширины рамы, сначала в центре, затем сверху или снизу. При разнице более 2-3 мм, пластиковое окно уже может продувать.
29) Рама окна сильно «завалена» – перекошена по диагонали. В этом случае возникает эффект, аналогичный провисанию створки – дует сверху, снизу или сбоку. Если створок несколько, невооруженным глазом видна существенная разница по высоте у их соседних углов.
30) Ответные планки передвинуты/сняты монтажниками, не умеющими/не желающими регулировать окна. В этом случае пластиковое окно продувает из-за того, что прижим рамы к створке резко ухудшается, или местами вообще отсутствует.
Продувание окон из стыков и швов лечится их перемонтажом, либо, в крайнем случае, качественным герметиком (если откосы пластиковые, и дует умеренно).
При перекосах и прогибе рамы «бочкой», вместо перемонтажа, проще отрегулировать створки по геометрии. Форму створки делают соответствующей форме рамы, что практически не заметно, ломать откосы не нужно, а продувание полностью прекращается. Но для этого нужен опытный, именно в этом виде регулировки, мастер.
VI. Технологическое и привнесенное извне продувание окон
31) Продувание из верхних петель пластиковых окон. Это совершенно нормальное явление, обычно не способное повлиять на общую температуру в помещении. Другое дело, если под окнами нет батарей, либо вентиляция в доме чрезмерно мощная. В этих случаях не следует зимой сидеть спиной к окну, или обустраивать возле него рабочее место.
32) Продувание оконных ручек. Совершенно не заметно в обычных условиях, разве что по небольшим следам пыли с боков ручки.
33) Деформация уплотнения креплениями жалюзи, или проводами внешних антенн и термометров. Дует, именно в местах перегиба уплотнителя. Следует выбирать рольшторы и жалюзи, с креплением саморезами на плоскости створки, а не «крючками» на ее краях (хотя такие изделия и проще установить).
Следует выбирать рольшторы и жалюзи, с креплением саморезами на плоскости створки, а не «крючками» на ее краях (хотя такие изделия и проще установить).
VII. Конвекционные потоки холодного воздуха, или кажущееся продувание окна.
Да-да, порой абсолютно герметичное и даже глухое (без открывания) окно, зимой может «дуть».
34) При отсутствии отопительных приборов непосредственно под оконными блоками – в зимний период, находиться рядом с окнами некомфортно. Тут все просто – стеклопакет, как правило, холоднее капитальной стены, а холодный воздух тяжелее теплого. Он «стекает» вниз вдоль стекол, создавая впечатление продувания, даже если такое окно полностью глухое. Этот эффект «псевдо-продувания» легко почувствовать, просто открыв работающий холодильник, из которого, как вы понимаете, дуть-то не может. Поэтому, как бы хороши окна не были, на неотапливаемых лоджиях всегда «дует». И здесь теплым полом не отделаешься, радиатор должен находиться прямо под окнами, создавая тепловую завесу, так же, как это сделано в комнатах, а стены должны быть весьма качественно утеплены.
35) В случае очень большой площади остекления (окна во всю стену) – батарея недостаточной мощности или ширины, в морозы просто не справится с холодным конвекционным потоком.
36) Эффект «продувания» также бывает ощутим, если радиаторы перекрыты широкими подоконниками, занавесками, или декоративными щитами. На таких подоконниках зимой часто замерзают цветы, бывает, что доходит до появления наледи на стеклах. И окна, как правило, ни при чем!
Резюме
Важно понимать, что все вышеуказанные причины продувания окон, могут встречаться как по отдельности, так и совместно друг с другом.
Поэтому не стоит с ходу пытаться «подкрутить фурнитуру», или что того хуже – выкидывать кучу денег на замену, вполне еще «живого» уплотнителя.
Лучше пригласить опытного, проверенного мастера для диагностики, и последующей грамотной регулировки или ремонта (модернизации) окон.
Как стеклонаполненные чистящие составы влияют на итоговую прибыль
Современный рынок переработки пластмасс требует более быстрых поставок при сохранении более строгого контроля качества продукции. Контроль простоя производства необходим для того, чтобы компания работала прибыльно. Винтовые тяги очень трудоемки, расточительны и дороги.
Контроль простоя производства необходим для того, чтобы компания работала прибыльно. Винтовые тяги очень трудоемки, расточительны и дороги.
Проблема: пять затяжек шурупов в неделю
У производителя автомобилей первого уровня были проблемы с углеродным загрязнением и полосами цвета, особенно при переходе с ПВХ на нейлон. Нейлон не полностью вытеснил ПВХ. Глядя на продувочную кучу, она была полностью нейлоновой и не содержала ПВХ, что обманчиво заставляло формовщика полагать, что машина чистая.
На самом деле ПВХ просто отодвинули в сторону и застряли в области сопла и стопорного кольца. При повышении температуры выше температуры обработки ПВХ до температуры обработки нейлона (500 ° F и выше) оставшийся ПВХ, конечно, будет разлагаться. (ПВХ является очень термочувствительным материалом и печально известен тем, что обугливается при перегреве или слишком долго остается в стволе.)
Каждую неделю компания выкручивала пять шурупов для этого применения. На 1100-тонную машину для литья под давлением на каждую затяжку шнека уходило 4,5 часа, что приводило к 22,5 часам простоя производства в неделю.
На 1100-тонную машину для литья под давлением на каждую затяжку шнека уходило 4,5 часа, что приводило к 22,5 часам простоя производства в неделю.
Решение: ASACLEAN’s EX Grade Продувочный компаунд
Технический торговый представитель Asahi Kasei Asaclean Americas посетил этот автомобильный формовщик, чтобы представить бесплатный пробный запуск стеклонаполненного продувочного компаунда EX Grade.
После запуска пустого пресса и повышения температуры до 410°F по всем направлениям было начато очень медленное вращение шнека, чтобы не допустить дальнейшей деградации ПВХ под действием чистого тепла. Они использовали 10 фунтов. продувочного состава EX Grade на этой машине с 190 унций бочка.
Сначала убрали 5 фунтов. класса EX при 410°F. Как только они почувствовали, что большая часть, если не весь, ПВХ вышла из ствола, они подняли температуру до температуры обработки нейлона 525 ° F и продули оставшиеся 5 фунтов. класса EX.
Результат: Экономия 21 600 долларов США за один месяц
Стеклонаполненный очищающий компаунд класса EX вытащил множество мелких черных пятнышек. Затем они смыли EX Grade с 10 фунтами. из белого нейлона, а последний из нейлона смотрелся великолепно – чисто белый цвет без черных пятнышек или нагара. Никогда прежде этот переход не выполнялся без вытягивания винта.
Затем они вытащили винт при температуре 450°F, чтобы осмотреть винт и цилиндр и убедиться, что они тщательно очищены и готовы к следующему производственному циклу. Все выглядело хорошо, и винт был идеально чистым. Любые незначительные следы EX Grade были быстро стерты.
Затем они провели тот же тест, не вытягивая винт между производственными смолами. Продувочный состав EX Grade очищается всего за 10 фунтов. из белого нейлона. Только первая часть была потеряна из-за короткого выстрела, но в ней не было ни углерода, ни красителей. Следующий кадр был полным и выглядел великолепно.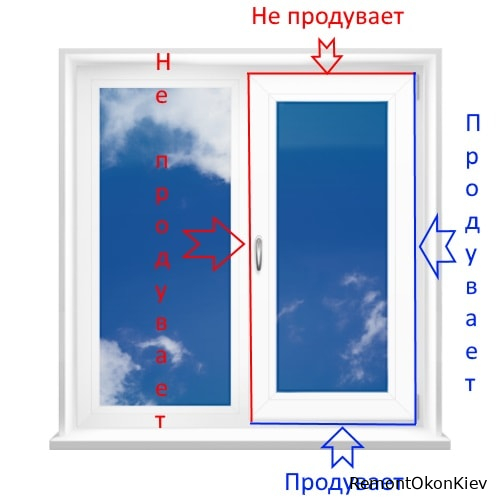
Использование класса EX для процесса очистки заняло:
- 30 минут времени очистки
- 15 фунтов. АСАКЛЕАН
- 10 фунтов. нейлон для замены ASACLEAN
- Общая стоимость замены 135 долл. США
Versus без класса EX:
- 4,5 часа простоя
- 100 фунтов. полипропилен для продувки
- $694 общая стоимость замены
Разница в авансовых финансовых расходах: затраты на переналадку 69 долл. США4 для винтового метода против 135 долларов США при использовании ASACLEAN EX Grade.
Теперь для этого автомобильного формовочного станка не существует винтовых тяг, связанных с переключением. ASACLEAN устранил 180 часов простоя производства в месяц при норме работы машины 120 долларов в час. Это означает экономию 21 600 долларов США в за один месяц . Это инвестиции в размере 800 долларов США в месяц на очищающий состав, который экономит более 21 000 долларов США в месяц.
Готовы сократить время простоя производства для защиты вашей прибыли? Узнайте больше о том, как очищающие составы и эффективность процесса работают в тандеме.
Похожие сообщения
Часто задаваемые вопросы: Остановите загрязнение углеродом и черными точками с помощью Asaclean EX Grade
СОКРАЩЕНИЕ ЛОМА
/
6
мин читать
Выдувная формовочная машина
Midwest снижает затраты на 63 % благодаря переходу на продувочный компаунд вместо выдувного формования Asaclean®
.
/
1
мин чтение
Комментарии
Как эффективно очистить прозрачный поликарбонат
Независимо от того, являетесь ли вы литьевым формовщиком, выдувным формовщиком, экструдером профилей или листовым экструдером, обработка прозрачного поликарбоната сопряжена со схожими проблемами. Менеджеры по техническому обслуживанию и начальники производства обычно сталкиваются со значительными простоями, браком и затратами, связанными с изменением цвета (с темного на прозрачный) и/или загрязнением (черные точки) во время обработки. Точно так же изменение материала с любой другой смолы на прозрачный поликарбонат также может быть трудным переходом. Если вам случится выключаться на чистом ПК, черные точки при запуске неизбежны.
Менеджеры по техническому обслуживанию и начальники производства обычно сталкиваются со значительными простоями, браком и затратами, связанными с изменением цвета (с темного на прозрачный) и/или загрязнением (черные точки) во время обработки. Точно так же изменение материала с любой другой смолы на прозрачный поликарбонат также может быть трудным переходом. Если вам случится выключаться на чистом ПК, черные точки при запуске неизбежны.
Использование очищающих составов было ценным инструментом для минимизации времени и затрат, связанных с этими проблемами, но очищающие составы сами по себе могут добавлять после продувки туманность или молочность или осадок, который может сохраняться долгое время после завершения процесса продувки в чистом виде. поликарбонат.
Коммерческие очищающие составы состоят из ингредиентов, выполняющих механическую или химическую очистку, и смолы-носителя. Нет никакой пользы, если вы можете очистить машину, но можете вытеснить остатки очистки после процесса очистки. Это особенно важно при работе с прозрачным поликарбонатом. Остаток может поступать от ингредиентов, которые облегчают очистку, от смолы-носителя или от того и другого.
Это особенно важно при работе с прозрачным поликарбонатом. Остаток может поступать от ингредиентов, которые облегчают очистку, от смолы-носителя или от того и другого.
Компания Asahi Kasei разработала новый продукт под названием Asaclean PLUS. Это концентрат. В нем есть все активные ингредиенты нашего лучшего химического очистителя за исключением смолы-носителя. Он смешивается с любой смолой, которую вы обрабатываете, включая прозрачный поликарбонат. Мы обнаружили, что смешивание 20% Plus с 80% смолы обеспечивает очень эффективную очистку с минимальным остатком, который легко удаляется. Поскольку он смешивается с поликарбонатом, который вы обрабатываете (первичный или чистый повторно измельченный), нет проблем несовместимости смолы, что значительно предотвратит проблемы после продувки.
В случае машин для литья под давлением он пригоден для формования и может использоваться для очистки шнеков и цилиндров, а также для продувки открытых или закрытых форм при использовании горячего коллектора или горячеканальной системы. Он будет делать части. Для экструдеров продувки могут выполняться на лету. В обоих случаях его можно использовать в качестве продувки при останове. На мой взгляд, если вы используете прозрачный поликарбонат, Asaclean PLUS стоит оценить.
Он будет делать части. Для экструдеров продувки могут выполняться на лету. В обоих случаях его можно использовать в качестве продувки при останове. На мой взгляд, если вы используете прозрачный поликарбонат, Asaclean PLUS стоит оценить.
Узнайте, как сократить время простоя машины с помощью пяти насадок для быстрой продувки компаунда для литья под давлением.
Крис Мельхиоре
Крис Мельхиор (Chris Melchiore) — менеджер по развитию бизнеса компании Asaclean Purging Compounds. Крис обладает специальными знаниями в области химических чистящих составов и концентратов. До прихода в Asaclean в 2015 году Крис 16 лет проработал в NOVACHEM.
Похожие сообщения
Химические, механические или гибридные очищающие составы: какой вариант лучше?
Химическая.