Армированный профиль: Что такое армированный оконный профиль
Армирующий профиль для окон ПВХ продлит их срок службы
Скрыть ↑
- Существуют ли нормы для армирования?
- Какими характеристиками должен обладать качественный профиль?
- Какие параметры требует установка усиливающих вкладышей?
- Можно ли армировать окно альтернативными методами?
Армирующий профиль для пластиковых окон является важным элементом, благодаря которому окно приобретает необходимую жесткость, может противостоять различным механическим нагрузкам, выдерживать массу собственных створок. Профиль продлевает срок службы конструкции, позволяет создать ее необходимого размера, а не ограничиваться малым, не прогибающимся без армирования.
к содержанию ↑
Существуют ли нормы для армирования?
Армирующий профиль для окон ПВХ – это элемент, выполненный из стали, который находится внутри пластиковой конструкции и незаметен глазу. Его устанавливают внутри камер пластикового профиля, для того чтобы конструкция стала более прочной и жесткой. Такой прием эффективен не только в процессе производства оконной продукции, но и применяется для создания пластиковых дверей или остекления.
Его устанавливают внутри камер пластикового профиля, для того чтобы конструкция стала более прочной и жесткой. Такой прием эффективен не только в процессе производства оконной продукции, но и применяется для создания пластиковых дверей или остекления.
Существуют строгие нормы, которые должны соблюдать производители. То, каким должен быть армирующий профиль, регулируется ГОСТ 30674-99, норма устанавливает не только толщину стенки армирующего профиля и качество материала, из которого он должен быть изготовлен, но и обязывает производителей внедрять металлическую конструкцию в любое пластиковое окно.
к содержанию ↑
Какими характеристиками должен обладать качественный профиль?
Армирующий профиль для пластиковых окон, производители которого соблюдают требования государственного стандарта, должен иметь следующие характеристики:
- Техдокументация на производство профиля должна устанавливать номинальный размер сечений, кроме этого, габариты диаметра вкладышей также должны быть регламентированы, устанавливается и комбинация изделий.

- В ГОСТ 30674-99 перечислены все критерии, использующиеся для оценки продукции: в частности, пункт 5.7 говорит о том, как должны выглядеть усилительные детали и какие к ним предъявляются требования. Пункт отмечает, что данные элементы должны быть стальными, иметь покрытие против коррозии. Прочие изделия, не отвечающие стандарту, не могут считаться качественными.
- Пункт 5.7.2 регламентирует, какой толщины и формы должны быть стенки изделия.
- Вкладыши для усиления должны иметь определенный момент. Пункт 5.7.3 отмечает, что армирующие профили для окон, оснащенные усиливающими вкладышами, обязательно должны быть устроены таким образом, чтобы вкладыш мог войти во внутреннюю камеру профиля из пластика. При этом помещаться он там должен без помощи каких-либо инструментов. Ввести его можно вручную, но сидеть там он должен плотно.
- Если длина составляет до 700 мм и используется модель белого цвета, то можно не применять усилительные детали.

Армирующие профили для окон должны оснащаться стенками, соответствующими критериям толщины, указанным в документации.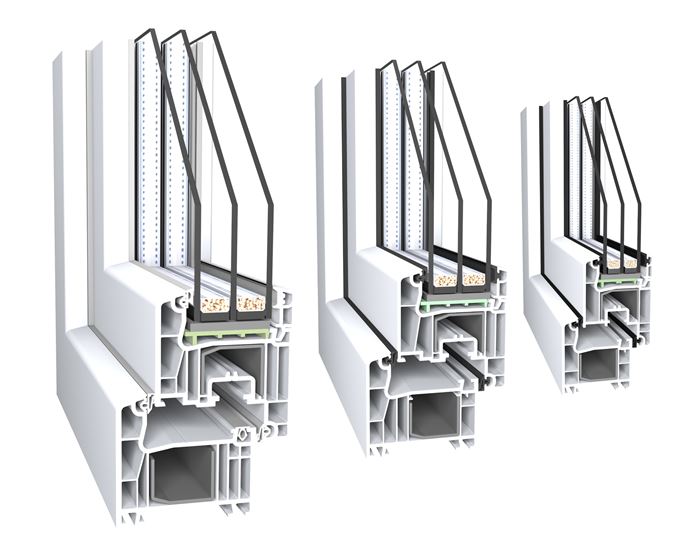 Она не должна быть менее 1,2 мм для стандартных систем и 1,5 мм для цветной продукции и конструкций, устойчивых к перепадам температур. Стандарт регламентирует и длину от угла до вкладыша: ее минимальное значение составляет 10-30 мм. Если масса стеклопакета, применяемого в конструкции, превышает 60 кг, то рекомендуется применять такие разновидности элементов, которые приторцовываются под углом 45 градусов. Таким образом, можно получить более прочную, способную сопротивляться механическим повреждениям оконную систему.
Она не должна быть менее 1,2 мм для стандартных систем и 1,5 мм для цветной продукции и конструкций, устойчивых к перепадам температур. Стандарт регламентирует и длину от угла до вкладыша: ее минимальное значение составляет 10-30 мм. Если масса стеклопакета, применяемого в конструкции, превышает 60 кг, то рекомендуется применять такие разновидности элементов, которые приторцовываются под углом 45 градусов. Таким образом, можно получить более прочную, способную сопротивляться механическим повреждениям оконную систему.
к содержанию ↑
Какие параметры требует установка усиливающих вкладышей?
То, какие потребуются вкладыши, во многом определяется конструкцией коробки и способом соединения ее элементов. Государственный стандарт предусматривает и здесь определенные требования: например, нельзя допускать стыковку вкладышей по длине в одном профиле. Вкладыш не должен крепиться к лицевой стороне изделия, сделать это можно только с тыльной стороны. Металлическую конструкцию закрепляют как минимум при помощи двух саморезов. Крепеж должен располагаться не дальше 80 см от сварного шва изделия.
Металлическую конструкцию закрепляют как минимум при помощи двух саморезов. Крепеж должен располагаться не дальше 80 см от сварного шва изделия.
Если профиль белого цвета, шаг крепления саморезов составляет 40, если цветной – 300 мм. Для морозостойкого профиля данный показатель также составляет 300 мм.
Для защиты армирующего профиля от коррозии его покрывают цинком. Толщина не должна быть меньше 9 мкм, согласно ГОСТ 9.303, покрытие должно быть равномерным, не иметь пропусков, повреждений. Важную роль играет защита стальной конструкции от ржавчины, так как профиль, не имеющий специального покрытия, достаточно быстро придет в негодность, и конструкция сильно ослабнет.
к содержанию ↑
Можно ли армировать окно альтернативными методами?
Прежде всего, нужно разобраться, зачем нужен армирующий профиль для окон ПВХ. Это незаметное с внешней стороны усиление требуется для того, чтобы система из пластика не провисала и не разрушалась, будучи установленной в оконный или дверной проем. На нее могут влиять различные физические факторы, включая погодные условия и эксплуатацию, именно поэтому окно требуется армировать. Однако армирующий профиль из металла имеет и ряд недостатков: основным считается его неспособность удерживать тепло.
На нее могут влиять различные физические факторы, включая погодные условия и эксплуатацию, именно поэтому окно требуется армировать. Однако армирующий профиль из металла имеет и ряд недостатков: основным считается его неспособность удерживать тепло.
К альтернативным вариантам армирования относят стеклокомпозитные материалы. По прочности они не уступают стали, однако способны противостоять промерзанию, имеют меньшую массу, не способны ржаветь. Такой вкладыш размещают в пластиковых профилях такие именитые производители, как REHAU. Для усиления конструкций концерн использует современный композитный материал RAU-FIPRO, являющийся высокотехнологичным фиброволокном. Не имеет стального армирования и профиль Geneo, материалы заменены на композитные. На данный момент такие окна набирают популярность в Европе, так как испытания доказали их прочность.
Выбирая армирующий профиль для пластиковых окон, что это такое, нужно понимать достаточно четко. Если для металлических изделий предусмотрены нормы ГОСТ, то для композитных материалов пока таких стандартов не принято. Выбирая продукцию надежных производителей, известных на рынке не первый год, вы можете быть уверены в высоком качестве и долговечности продукции.
Выбирая продукцию надежных производителей, известных на рынке не первый год, вы можете быть уверены в высоком качестве и долговечности продукции.
Поделиться с друзьями в социальных сетях:
Армирующий Профиль для ПВХ Окон ✔️ Назначение и Основные Требования
Армирующий профиль для окон из пластика – это важная составляющая, которая делает конструкцию более жесткой, позволяет ей выдерживать значительные механические нагрузки и собственную массу. Наличие профиля способствует продлению эксплуатационного срока окна, а также наделяет его другими неоспоримыми преимуществами.
Что нужно знать о нормах армирования?
Армирующий профиль для пластиковых окон — это стальной элемент, который устанавливают в пластиковую конструкцию, поэтому в собранной конечной конструкции его не видно. Он монтируется в камеры ПВХ профиля для повышения прочности и жесткости изделия. К слову, этим методом пользуются не только во время создания окон, но и в производстве дверей из пластика.
Он монтируется в камеры ПВХ профиля для повышения прочности и жесткости изделия. К слову, этим методом пользуются не только во время создания окон, но и в производстве дверей из пластика.
Известно о существовании строгих правил, которые в обязательном порядке должны выполняться производителями. Информация о нормах армирующего профиля содержится в ГОСТ 30674-99 – здесь указаны параметры армирующего профиля, уровень качества материала изготовления, а также утверждены положения о необходимости применения конструкции из металла в каждом ПВХ окне.
Характеристики качественного армирования
Армирующая профильная система для окон из пластика, которая создается с учетом требований, указанных в государственном стандарте, имеет такие характеристики:
- В технической документации на производство данного элемента содержатся требования к номинальному размеру сечений, габаритам диаметра вкладышей, комбинации изделий.
- В ГОСТ можно ознакомиться с критериями, которые используются, чтобы оценить продукцию. Например, в одном из пунктов содержатся данные о требованиях и внешнем виде усилительных деталей. В этом пункте указана необходимость использования стали для изготовления данных элементов, а также наличия антикоррозийного покрытия. Если изделие не соответствует стандарту, его качество оставляет желать лучшего.
- В пункте 5.7.2 указаны требования относительно параметров толщины и формы стенок изделия.
- В пункте 5.7.3 предполагается, что армирующие профильные системы, включающие в себя усиливающие вкладыши, должны иметь особую форму для вхождения вкладыша в профильную камеру, а для его помещения не должны использоваться те или иные инструменты.
- При длине, не превышающей 700 мм. и использовании модели белого оттенка, не требуется применение усилительных компонентов.
 Например, в одном из пунктов содержатся данные о требованиях и внешнем виде усилительных деталей. В этом пункте указана необходимость использования стали для изготовления данных элементов, а также наличия антикоррозийного покрытия. Если изделие не соответствует стандарту, его качество оставляет желать лучшего.
Например, в одном из пунктов содержатся данные о требованиях и внешнем виде усилительных деталей. В этом пункте указана необходимость использования стали для изготовления данных элементов, а также наличия антикоррозийного покрытия. Если изделие не соответствует стандарту, его качество оставляет желать лучшего.Армирующие профили для окон должны оснащаться стенками, соответствующими критериям толщины, указанным в документации. Она не должна быть менее 1,2 мм для стандартных систем и 1,5 мм для цветной продукции и конструкций, устойчивых к перепадам температур. Стандарт регламентирует и длину от угла до вкладыша: ее минимальное значение составляет 10-30 мм. Если масса стеклопакета, применяемого в конструкции, превышает 60 кг, то рекомендуется применять такие разновидности элементов, которые приторцовываются под углом 45 градусов. Таким образом, можно получить более прочную, способную сопротивляться механическим повреждениям оконную систему
Стандарт регламентирует и длину от угла до вкладыша: ее минимальное значение составляет 10-30 мм. Если масса стеклопакета, применяемого в конструкции, превышает 60 кг, то рекомендуется применять такие разновидности элементов, которые приторцовываются под углом 45 градусов. Таким образом, можно получить более прочную, способную сопротивляться механическим повреждениям оконную систему
Параметры для установки усиливающих вкладышей
Для определения необходимых вкладышей учитывается конструкция коробки и способ, по которому соединяются ее элементы. Согласно государственному стандарту, недопустимо стыковать вкладыши по длине в одной профильной системе. Также не разрешается крепление вкладыша к лицевой стороне конструкции. Для закрепления металлического изделия используются 2 и более самореза. Расположение крепежа должно находиться на расстоянии от 80 см от сварного шва.
Для профиля в белом оттенке шаг крепления саморезов равен 30, для цветного – 300 мм. Если профильная система устойчива к порозу, показатель останется таким же, как и в случае с цветной конструкцией.
Чтобы армирующий профиль не становился ржавым со временем, его нужно покрывать цинком. Стальная конструкция должна быть защищена от ржавчины, поскольку профиль без покрытия вскоре деформируется и не сможет нормально справляться со своими задачами.
Допустимо ли использование альтернативных способов для армирования окна?
Сначала нужно понять, какие задачи выполняет армирующий профиль для пластиковых окон. Несмотря на то, что данное усиление находится внутри профиля и его не видно, оно выполняет множество полезных функций. Так, именно армирующий профиль не дает пластиковой системе провисать и разрушаться. Как известно, она может подвергаться воздействию различных физических факторов, поэтому без армирования окна точно нельзя обойтись. Но у металлического армирующего профиля есть и свои минусы: например, у него наблюдаются проблемы с удержанием тепла.
Существуют и альтернативные способы армирования. Один из них предполагает использование стеклокомпозитных материалов. Их уровень прочности сравним со сталью, при этом они весят меньше, не подвергаются коррозии и не промерзают. С каждым годом такие оконные конструкции становятся все более распространенными в европейских странах – в этом нет ничего удивительного, так как многие уже смогли убедиться в их прочности и других преимуществах.
Их уровень прочности сравним со сталью, при этом они весят меньше, не подвергаются коррозии и не промерзают. С каждым годом такие оконные конструкции становятся все более распространенными в европейских странах – в этом нет ничего удивительного, так как многие уже смогли убедиться в их прочности и других преимуществах.
При выборе армирующего профиля для окон из пластика нужно иметь представление, какие задачи он выполняет и для чего нужен. Изделия из металла сопровождаются нормами ГОСТ, в то время как для композитных материалов эти стандарты еще не утверждены. Рекомендуется обращать внимание на продукцию мировых брендов, которые смогли зарекомендовать себя в положительном ключе и заручиться доверием потребителей – в таком случае можно будет рассчитывать на покупку качественных и долговечных конструкций.
PROForms Конструкционные формы и профили FRP
Необходимо заменить деревянные, алюминиевые или стальные конструкционные профили прочными, легкими и долговечными? У нас есть одна из самых полных линеек профилей FRP в отрасли. Уголки из стекловолокна, квадратные трубы, круглые трубы, швеллеры, балки, стержни, перегородки и другие формы есть на складе, и возможна доставка в тот же день.
Уголки из стекловолокна, квадратные трубы, круглые трубы, швеллеры, балки, стержни, перегородки и другие формы есть на складе, и возможна доставка в тот же день.
Проверить запасыЦитировать сейчасРесурсы
Доступные цвета:
Желтый
Зеленый
Серый
Бежевый
Прочность FRP
Быстрая доставка
Простота установки
Преимущество безопасности
Низкие эксплуатационные расходы
Наши конструкции из армированного стекловолокном пластика (FRP) так же прочны, как и традиционные строительные материалы, но имеют более длительный срок службы и подкрепляются нашей 25-летней гарантией. Добавьте к этому такие преимущества, как устойчивость к атмосферным воздействиям, дополнительные функции безопасности, несколько вариантов цвета и общенациональный ассортимент, и трудно сказать «нет».
Просмотр структурных форм PROForms
СПЕЦИАЛЬНЫЙ ЗАКАЗ PROForms Конструктивные формы
Показать больше arrow
Новости и обновления
Pros Counter Corrosion with PROSeries
22 февраля 2022 г.![]()
В последнее время много новостей о том, что инфраструктура выходит из строя по всей стране, в первую очередь из-за ослабленных коррозией материалов. Просто…
Популярные области применения материалов PROSeries
29 октября 2021 г.
Структурные формы для безграничных возможностей
Проверенный и пользующийся доверием на протяжении десятилетий ассортимент конструкционных изделий из армированного стекловолокном пластика (FRP) PROSeries включает PROForms ®
Изготовление из стеклопластика: как резать и сверлить стандартными инструментами (видеоролики)
12 декабря 2016 г.
Если вы работаете с полимером, армированным стекловолокном, вам необходимо знать, чем резка и сверление стеклопластика отличается от традиционных материалов, а также многие другие преимущества FRP по сравнению со сталью, деревом и алюминием. …
Просмотреть все
Не видите профиль, который вам нужен?
Нужен другой цвет? Конкретная переносимость? Необычная последовательность подкрепления? Без проблем! Мы можем создать пользовательские профили FRP для вашего конкретного приложения. Возможности практически безграничны, также доступны оптовые цены. Просто свяжитесь с нами, чтобы получить предложение или помощь в разработке решения, соответствующего вашему проекту.
Возможности практически безграничны, также доступны оптовые цены. Просто свяжитесь с нами, чтобы получить предложение или помощь в разработке решения, соответствующего вашему проекту.
Запрос котировки
Ваш партнер с полным спектром услуг
Положитесь на Bedford во всем: от квалифицированных проектных и инженерных услуг до изготовления, сборки и своевременной доставки. Бедфорд имеет современное производственное предприятие со станками с ЧПУ для более быстрой обработки. Также доступны поставки в комплекте, что позволяет сократить время установки на месте.
Узнайте больше об услугах Bedford
Вопросы? Свяжитесь с нами сегодня!
Компания Bedford производит надежные решения из стеклопластика с 1974 года, а наш квалифицированный персонал занимается обслуживанием клиентов. Если у вас есть вопросы о материалах PROSeries или вам просто нужен совет по наилучшему решению для вашего приложения, мы здесь, чтобы помочь.
ЗапроситьСвяжитесь с нами
Оптимизация пултрузии стеклопластикового профиля
5 декабря 2017 г.
Промышленность: Промышленное оборудование | Продукт: pSeven | Компания: Сколтех. профильные линейные профили сегодня широко используются в аэрокосмической, гражданской инфраструктуре и других отраслях промышленности. Пултрузия (вытягивание + экструзия) — один из наиболее эффективных процессов получения полимерных композиционных материалов со сложным конструктивным профилем. Это непрерывный процесс формования, при котором армирующие волокна пропитываются жидкой полимерной смолой, а затем протягиваются через нагретую формовочную головку для создания желаемой детали. При пултрузии изделий из стеклопластика непрерывная арматура, состоящая из ровинга и лент из стекловолокна, протягивается через ванну для пропитки, содержащую термореактивную смолу, затем подается в нагретую головку, которая формирует поперечное сечение пултрузионного профиля до требуемой геометрии и отвердевает смолу.
Процесс пултрузии: (1) шпулярники с армированием, (2) ванна для пропитки смолой, (3) блок фальцевания, (4) штамп, (5) панель управления, (6) блок вытягивания, (7) отсечка Ед. изм.
В данном примере компания DATADVANCE совместно со Сколтехом (Сколковский институт науки и технологий) разработала методы численной оптимизации и анализа чувствительности параметров процесса пултрузии для используемого стекловолоконного профиля С-образного сечения с размерами 400 мм X 120 мм X 18 мм. в мостостроении. Основной целью оптимизации параметров процесса пултрузии является максимизация скорости вытягивания для достижения максимальной производительности при соблюдении ограничений по температуре, напряжению, деформации и качеству.
Задачи
Задача состояла в том, чтобы максимально увеличить скорость вытягивания – скорость производства – при минимизации тенденции продукта к деформации при превышении критических параметров процесса. Чтобы точно охарактеризовать изменения, происходящие при прохождении предварительно отформованного изделия через нагретую форму, необходимо было принять во внимание многочисленные явления, в том числе:
- Передача тепла композитному материалу
- Химическая реакция процесса отверждения
- Внутреннее выделение энергии при этой реакции
- Температурные и химические деформации в предварительно отформованном изделии
- Термический и механический контакт с поверхностями штампа
- Изменения термических и механических свойств композитного материала в результате фазовых превращений в смоле
Решение
При моделировании поведения композитных материалов, содержащих термореактивные смолы, необходимо определить изменения фазового состояния смолы с течением времени. Для характеристики изменения фазового состояния использовали степень отверждения (изменяющуюся в диапазоне от 0 до 1). Моделирование процессов отверждения термореактивных композиционных материалов проводилось с использованием неявного решателя Abaqus Standard.
Для характеристики изменения фазового состояния использовали степень отверждения (изменяющуюся в диапазоне от 0 до 1). Моделирование процессов отверждения термореактивных композиционных материалов проводилось с использованием неявного решателя Abaqus Standard.
Для определения напряжения использовалась модель трансверсально-изотропного материала. Эта модель была реализована в Abaqus с помощью механизма пользовательских подпрограмм. Уравнения теплопроводности решались стандартными инструментами Abaqus.
Температура в пултрузионном профиле
Степень отверждения в пултрузионном профиле
Поскольку между пултрузионным профилем и поверхностью штампа образуется относительно большой воздушный зазор из-за температурных и химических деформаций, усадки оценка влияния зазора на напряженно-деформированное состояние в пултрузионном профиле потребовала дополнительного этапа расчета.
Для численной оптимизации и анализа чувствительности параметров процесса в pSeven была разработана схема моделирования с 4 параметрами оптимизации:
- Начальная температура смолы, T 0
- Температура первой зоны штампа (где происходит формование), Т 1
- Температура второй зоны штампа (где происходит отверждение смолы), Т 2
- Скорость тяги, U
Таблица 1: Параметры процесса и границы
| Параметр | Исходное значение | Нижняя граница | Верхняя граница | Описание |
| Т 0 , К | 50 | 20 | 50 | Начальная температура материала |
| Т 1 , К | 150 | 120 | 160 | Температура зоны штампа 1 |
| т 2 , к | 190 | 150 | 190 | Температура зоны штампа 2 |
| U, мм/с | 1,0 | 0,75 | 1,25 | Скорость тяги |
И 3 ограничения, которые необходимо учитывать:
- Максимальная температура материала, Т макс
- Минимальная степень отверждения в конце зоны штампа, α
- Максимальное поперечное напряжение в пултрузионном профиле, S max
Таблица 2: Значения ограничений
| Ограничение | Состояние | Мотивация |
| т макс , к | < 190 | Предотвращение термического распада |
| α | > 0,95 | Обеспечение качества материала |
| S макс , МПа | < 11 | Предотвращение растрескивания |
Исследование проводилось в два этапа.
Этап 1
Для изучения поведения и чувствительности модели был проведен единый план эксперимента (DOE). Выборка из 45 точек была получена методом дискретизации латинского гиперкуба. Для этих данных был проведен анализ чувствительности, чтобы оценить, как изменения в выходных данных модели могут быть связаны с изменениями во входных данных модели.
Построена аппроксимационная модель на основе гауссовских процессов с максимальной ошибкой RRMS (на основе обучающей выборки) 0,04. Поскольку одной из целей оптимизации является уменьшение деформации пултрузионной детали, было изучено распределение угла пружинения по пространству параметров. Было показано, что угол пружинения составляет всего 0,5 градуса в максимуме и менее 0,25 градуса почти для половины всех возможных конфигураций. Увеличение скорости вытягивания не приводит к значительной деформации; это открытие позволило исследователям ожидать плоской границы Парето при выполнении Парето (многокритериальной) оптимизации угла пружинения в зависимости от скорости вытягивания.
Аппроксимационная модель позволяет визуализировать области различных нарушений ограничений. Такие области представлены в координатах T 1 по сравнению с T 2 с диапазонами для различных начальных температур и скоростей вытягивания в таблице 1.
Это исследование показало, что можно получить конфигурации, удовлетворяющие всем ограничениям. Однако допустимая область решения весьма мала.
Области нарушения ограничений
Шаг 2
Решена задача оптимизации с двумя критериями: две цели заключались в минимизации угла пружинения при максимальной скорости протяжки. Задача была решена с помощью алгоритма многокритериальной суррогатной оптимизации (MSBO). Ключевой особенностью реализации алгоритма MSBO в pSeven является возможность определять вычислительный бюджет (число разрешенных оценок модели). Вместе с исходными 45 точками данных было сделано только 80 оценок для обнаружения границы Парето, как показано ниже:
Результаты оптимизации (граница Парето) увеличены
Было показано, что все конфигурации на границе Парето имеют очень малые значения угла пружинения, поэтому задача фактически превратилась в задачу оптимизации с одним критерием (скорость тяги).