Дефекты пластиковых окон и их устранение: Дефекты пластиковых окон и их устранение
Дефекты пластиковых окон: как избежать неисправностей?
На чтение
8 мин.
Просмотров
857
Опубликовано
Проблемы с пластиковыми окнами – ситуация, с которой часто сталкиваются жильцы квартир и собственники нежилых зданий. Окна играют важную роль в помещении, поэтому их дефекты сразу заметны. К счастью, большая часть проблем с окнами из ПВХ очень легко устраняется опытным специалистом в течение нескольких часов, а иногда и минут. Главное, понимать причину неисправности и характер дефектов. О самых популярных причинах и поломках, которые они могут вызвать, читайте далее.
Частые дефекты и поломки пластиковых окон
Чаще всего специалисты нашей компании при обследовании фиксируют следующие неисправности:
-
Образование конденсата и плесени на створках окна. -
Оконные блоки не герметичны и из окон «сифонит».
-
Сломана ручка закрывания или неисправна система закрывания. -
Перекос створки или всего окна ввиду некачественного монтажа. -
Трещины или сколы на стеклопакете из-за неправильной транспортировки.

Конденсат и плесень
Самый популярный дефект, с которым приходится сталкиваться подавляющему большинству собственников. Сам конденсат не является большой проблемой: да, это неэстетично, но абсолютно незаметно для большинства. Гораздо хуже тот факт, что конденсат является причиной появления грибка и плесени.
У конденсата могут быть следующие причины появления:
- Низкая температура дома: ещё не мороз, но для конденсата достаточно.
- Высокая влажность в помещении: способствует скапливанию конденсата и появлению плесени.
- Некачественная установка: человеческий фактор важнейший из всех, потому что львиная доля проблем приходится на установку.

Причины решения проблемы могут быть разными. Главное точно понимать, что вызвало появление конденсата.
Из окон дует
Ещё одна частая проблема, у которой может быть несколько причин. Как правило, их две:
- Проблемы с уплотнителями: решаются просто заменой уплотнительной резинки.
- Проблемы с регулировкой: решаются специалистом за 5 минут без покупки расходников.
Но есть и третий вариант, самый негативный из всех: была нарушена технология монтажа пластиковых окон. В таком случае предстоит серьёзная работа по снятию откосов и проведению работ по теплоизоляции и гидромонтажу от специалистов.
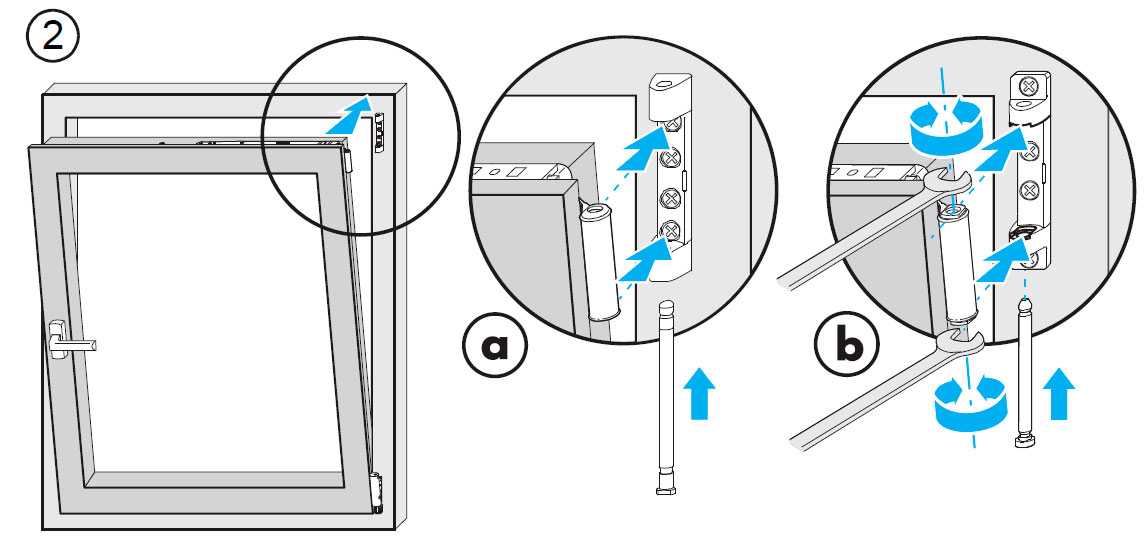
Сломалась ручка створки
Проблема, с которой часто сталкиваются наши клиенты. Она может показаться не такой серьёзной, но, как и все проблемы имеет под собой несколько первопричин:
-
Сработал блокиратор: его назначение – предохранять ручку и фурнитуру при попытках резкого закрытия окна. В таком случае клин ручки – не дефект, а корректная работа системы защиты. -
Изношенность механизмов: эта причина встречается куда чаще. Ручку заклинило из-за неисправности механизмов закрытия. Тогда необходима работа специалиста по замене изношенных комплектующих.
 В таком случае клин ручки – не дефект, а корректная работа системы защиты.
В таком случае клин ручки – не дефект, а корректная работа системы защиты.
Перекосило окно или створку окна
Серьёзная проблема, которая приводит к тому, что окно просто перестает закрываться, либо закрывается с трудом, требуя больших усилий. В редких, особо серьёзных случаях, проблема может вызывать и визуальный дискомфорт: перекос окна виден визуально.
Одна из причин появления подобного дефекта – некорректная регулировка окна. В таком случае проблема поддается быстрому и доступному исправлению даже собственными силами.
Куда чаще источник проблемы в другом: некачественной установке окна. В таком случае без помощи специалиста не обойтись, но проблема всё также поддается решению пусть и более затратному с точки зрения времени и финансов.
Появление трещин и сколов на стеклопакете
Проблема, причины которой понятны – механическое повреждение окна. Понятно и то, как исправить проблему – заменить стеклопакет целиком. К сожалению, обезопасить себя от этой проблемы полностью не получится, но попытаться минимизировать риски необходимо.
В первую очередь нужно понимать, что механическим повреждениям чаще всего подвергаются окна во время транспортировки. Если хотите этого избежать, не экономьте на доставке, либо пользуйтесь услугами транспортных компаний, которые специализируются на доставке окон.
Все проблемы решаемы: важно лишь грамотно подойти к решению и соблюдать все меры предосторожности.
Как избежать дефектов оконных конструкций?
Поломки неизбежны, но их серьезность и количество зависят исключительно от вас и вашего желания. К дефектам пластиковых окон данный тезис подходит ничуть не хуже, чем к поломкам любой другой техники.
К счастью, дефекты пластиковых окон можно свести к минимуму настолько, что за 20 лет службы вам не придётся даже думать о проблемах с окнами. Вот как этого добиться:
- Только качественные окна. Выбирайте проверенных производителей, внимательно читайте отзывы и помните, что сила бренда в индустрии пластиковых окон работает куда хуже, чем в той же авто-индустрии. Это значит, что дороже – лучше. При выборе окон нужно не экономить, а выбирать вариант, который учитывает географическое положение дома и способен выдержать даже экстремальные нагрузки.
- Только качественная установка. У пластиковых окон есть определенные стандарты установки. Если их нарушать, то качество работы неизбежно упадёт до такого минимума, что даже самые качественные окна доставят массу хлопот в будущем. Поэтому важно выбрать не только качественного производителя, но и профессионального исполнителя, способного провести качественный монтаж.
В этом и кроется секрет долговечности. Других пока не придумали.
Других пока не придумали.
Экспертиза окон выявит дефекты и даст рекомендации по устранению проблем
Эксперты нашей компании довольно часто выезжают на обследование оконных конструкций как в жилые дома, квартиры, так и к собственникам нежилых строений. Как показывает многолетняя практика большинство неисправностей связано с некачественной установкой окон на объекте. Сами по себе оконные блоки чаще всего выполнены из качественных материалов и не имеют особых дефектов. Экспертиза пластиковых окон из ПВХ поможет не только обнаружить все видимые или скрытые проблемы с пластиковыми окнами, но и даст исчерпывающие рекомендации как устранить поломку.
Наши преимущества
Строгая
конфиденциальность
Юридическая
поддержка
Квалифицированные
эксперты
Все разрешения
и допуски СРО
Работа
точно в срок
Бесплатные
консультации
Полезная информация
Все статьи
Общее имущество в МКД и нежилых зданиях
Читать далее
Методы контроля качества строительных материалов и конструкций
Читать далее
Государственный строительный надзор
Читать далее
Перевод жилого помещения в нежилое
Читать далее
Все статьи
Дефекты окон, причины их образования и способы устранения
Автор:
Михаил (Судебный эксперт)
О достоинствах пластиковых окон сказано и написано много, но есть и несколько проблем, о которых нужно знать владельцам таких окон.
Запотевание окон
Это наиболее часто встречающаяся проблема пластиковых окон. Зимой эта проблема может перерасти в промерзание и появление льда на окнах. Небольшое количество конденсата у основания окна – это норма. Если же запотевает весь стеклопакет, а на подоконнике скапливается вода, то нужно разбираться.
Причинами такой проблемы могут быть:
- высокая влажность и низкая температура в помещении. Понятие «точка росы» известно еще со школы. Чем выше влажность и ниже температура, тем вероятнее выпадение конденсата, то есть, перехода воздуха из газообразного в жидкое состояние. Оседает конденсат на самой холодной поверхности – окне. Самое быстрое и дешевое решение этой проблемы – более частое проветривание, не меньше 4 раз в день. Окна с вентиляционными клапанами – это более дорогой, но эффективный способ справиться с проблемой запотевания. Либо установить запорные цапфы. Этот метод доступен даже для окон экономкласса. Также стоит позаботиться о вытяжках в квартире и избавиться от источников влаги, таких как аквариум или течь в трубах;
 Также стоит позаботиться о вытяжках в квартире и избавиться от источников влаги, таких как аквариум или течь в трубах;
Также стоит позаботиться о вытяжках в квартире и избавиться от источников влаги, таких как аквариум или течь в трубах;- нарушена естественная теплопередача и вентиляция. И опять вспомним курс школьной физики: более теплый воздух становится легче и подымается вверх, а остывший становится тяжелее и опускается вниз. Так происходит естественная конвекция. Нарушить это процесс может, например, широкий подоконник, который закрывает батарею и мешает теплому воздуху прогревать стекло. Чтобы исключить эту проблему, нужно помнить, что нельзя закрывать батарею больше чем на ½ часть. Если же хочется широкий подоконник, то в нем должны быть отверстия для прохождения теплого воздуха;
- неправильно подобран стеклопакет. В надежде сэкономить был установлен однокамерный стеклопакет, который не подходит для суровых зим. Лучше изначально не экономить и выбирать энергосберегающие двухкамерные стеклопакеты с 3 стеклами, минимум 32 мм толщиной. Единственное, что нужно учесть в этом случае, – это вес такого стеклопакета. А он достаточно тяжелый, что может привести к провисанию створок. Чтобы окна были максимально теплосберегающими, используют специальные низкоэмиссионные стекла. Такие стекла абсолютно прозрачны и внешне не отличаются от обычных, но обладают специальным напылением, которое способно отражать тепло назад в помещение;
 А он достаточно тяжелый, что может привести к провисанию створок. Чтобы окна были максимально теплосберегающими, используют специальные низкоэмиссионные стекла. Такие стекла абсолютно прозрачны и внешне не отличаются от обычных, но обладают специальным напылением, которое способно отражать тепло назад в помещение;
А он достаточно тяжелый, что может привести к провисанию створок. Чтобы окна были максимально теплосберегающими, используют специальные низкоэмиссионные стекла. Такие стекла абсолютно прозрачны и внешне не отличаются от обычных, но обладают специальным напылением, которое способно отражать тепло назад в помещение;- дефект окна. Если в квартире много одинаковых окон, а конденсат только на одном, то причина в неправильной сборке или установке окна. Это случается не так часто, поэтому следует исключить вышеперечисленные факторы, а потом обратиться к производителю окон для устранения дефектов.
Плесень
Образование грибка и плесени – это уже следствие обильного запотевания. Высокая влажность и температура выше +15° C являются идеальными условиями для роста грибков и бактерий. Образование плесени сигнализирует о том, что в помещении произошел сбой микроклимата и существенно нарушена вентиляция воздуха.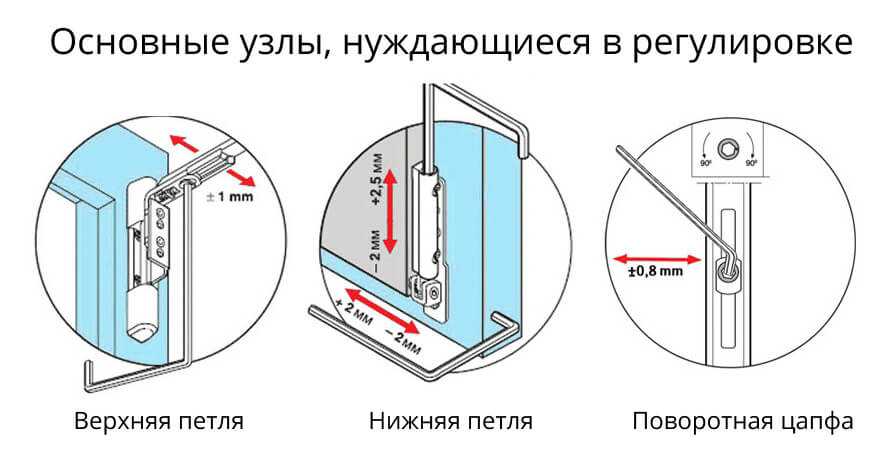
Причиной образования плесени могут быть дефекты в установке окон или некачественная отделка откосов. Откосы нужно хорошо утеплить монтажной густой пеной, а все стыки обработать герметиком. Застывшую пену необходимо защитить от влаги гидроизолирующей мастикой или паромембранной лентой. Эти приемы спасут не только от плесени, но и от промерзания.
Откосы могут быть из пластика, дерева, гипсокартона или просто оштукатурены. Наиболее подвержены плесени оштукатуренные откосы, т.к. их невозможно достаточно утеплить и гидроизолировать. Поэтому при перепадах температур откосы часто могут быть мокрыми из-за конденсата, а это благоприятные условия для грибка. Со временем штукатурка будет менять цвет, трескаться и осыпаться.
Откосы из гипсокартона более надежные и долговечные. При правильном утеплении, например, минеральной ватой они обладают высокой теплоизоляцией. А вот влаги гипсокартон боится. Поэтому такие откосы уместны в помещениях с постоянной небольшой влажностью. Откосы из гипсокартона дороже оштукатуренных и требуют качественной грунтовки и покраски.
Откосы из гипсокартона дороже оштукатуренных и требуют качественной грунтовки и покраски.
Отделка откосов пластиком наиболее соответствует пластиковым окнам. Этот вид наиболее универсальный: быстро устанавливается, легко моется, влагоустойчив, не требует специального ухода и покраски. Пластик хорошо смотрится и обладает хорошей тепло- и гидроизоляцией.
Продувание окна и нарушение герметизации
Часто причиной этой проблемы может быть вышедший из строя уплотнитель. Уличная пыль, грязь, намокание приводят к тому, что резинка уплотнителя трескается, теряет эластичность, рвется. Чтобы избежать этой проблемы, нужно очищать резинку от грязи и смазывать силиконом хотя бы 2 раза в год.
Появление сквозняков между неподвижной и открывающейся частями окна чаще всего вызвано деформацией пластиковой части стеклопакета или поломкой оконной фурнитуры. Это происходит при попадании мусора на оконный механизм, если вовремя не смазывать подвижные металлические элементы окна (всего 8 точек), держать створку долго в открытом режиме, резко и с усилием поворачивать ручки.
Чтобы пластиковые окна долго и качественно выполняли свои функции, нужно соблюдать следующие условия:
- не нужно мыть окна агрессивными химическими средствами, особенно абразивными. Это приводит к разрушению защитного верхнего слоя, образованию микротрещин и дальнейшему разрушению пластика;
- необходимо бережно относиться к оконной фурнитуре: смазывать дважды в год, не допускать попадания грязи и мусора;
- пользоваться услугами мастеров для ремонта окон;
- использовать откидной режим для проветривания. Если долго держать окно распахнутым, то можно столкнуться с проблемой провисания створок;
- следить за дренажными отверстиями и проветривать помещение, чтобы избежать конденсата, плесени и наледи; — защищать окна при проведении ремонтных работ от попадания шпаклевки, цемента, клея;
- не проводить рядом с окнами сварочные работы и работы по резке плитки. Искры и острые частицы могут повредить стекло и профиль.
 Искры и острые частицы могут повредить стекло и профиль.
Искры и острые частицы могут повредить стекло и профиль.По итогу хотелось бы сказать, что для точного определения причин появления дефектов окон желательно пригласить специалиста для проведения строительной экспертизы окон. С заключением которой вы уже иожете обратиться к установщику и производителю окон с претензией или пойти в суд. Экспертизу окон вы можете заказать у наших специалистов.
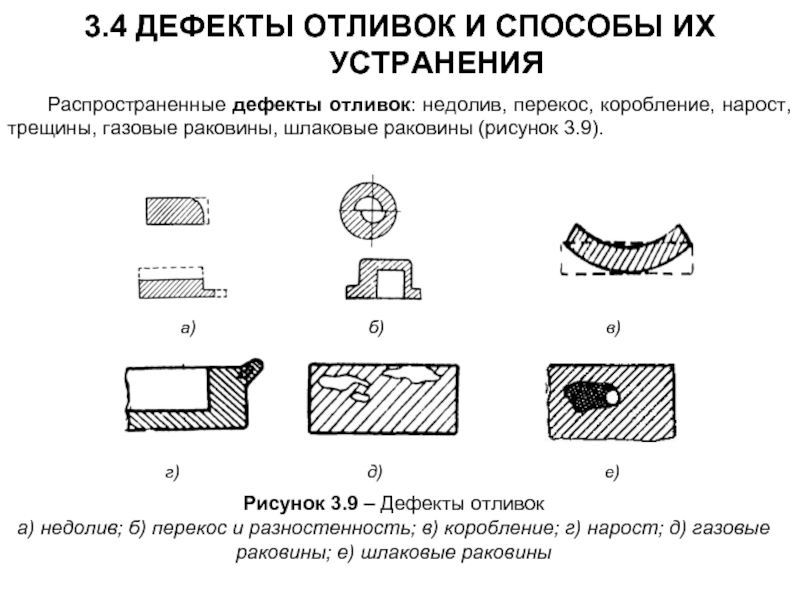
6 Общие дефекты литья под давлением и способы их предотвращения
При работе с любым производственным процессом обычно возникает ряд дефектов, уникальных для этого процесса. Это верно для многих процессов и отраслей, включая литье под давлением и литье под давлением в больших объемах.
Как мы уже обсуждали в этом блоге, существует несколько распространенных дефектов литья под давлением; тем не менее, литье под давлением, которое бдительно следит за качеством, как наша команда в The Rodon Group, сможет управлять этими дефектами литья под давлением, минимизируя или устраняя их все вместе.
Все эти шесть наиболее распространенных дефектов пластиковых деталей можно отнести к одному из трех источников: используемая смола или добавки, процесс литья под давлением или сама форма.
Дефекты, вызванные смолой и добавками
Два распространенных дефекта, вызванных проблемами со смолой или добавками к смоле, используемыми во время литья под давлением, — это расслоение и обесцвечивание.
Отслоение
Отслоение, когда готовая деталь имеет слой чешуйчатого материала на поверхности, ухудшает эстетику детали и ее прочность. Вызванное загрязнением гранул смолы влагой или другим загрязнением расплавленной смолы другой смолой или антиадгезивами в форме, отслоение является результатом того, что смола не может сцепиться.
Для предотвращения расслоения можно использовать ряд простых и более сложных методов. Если проблема связана с влажностью, поможет предварительная сушка гранул смолы или повышение температуры формы. Если причиной являются смазочные материалы для пресс-формы, модернизация пресс-формы, уделяющая больше внимания механизму выталкивания, поможет устранить высвобождение из пресс-формы. Если это вызвано перекрестным загрязнением смол, его необходимо заменить новым материалом
Если это вызвано перекрестным загрязнением смол, его необходимо заменить новым материалом
Обесцвечивание
Обесцвечивание происходит просто тогда, когда цвет готовой детали отличается от предполагаемого. Вызванная чаще всего остатками гранул в бункере, слишком высокой температурой ствола или остатками смолы в зоне подачи, проблема может быть решена путем тщательной промывки бункера и зоны подачи машины между процессами, что предотвращает обесцвечивание как вопрос. конечно. Продувочный состав также может быть эффективным для удаления нежелательного цвета или смолы.
Дефекты, вызванные технологическим процессом
Несмотря на непрерывный прогресс в технологии литья под давлением, дефекты литья под давлением, вызванные технологическим процессом, все еще встречаются. Двумя наиболее распространенными являются следы ожогов и следы от течи.
Следы выгорания
Следы выгорания — это следы на поверхности, иногда доходящие до разложившегося пластика, которые возникают либо из-за захваченного воздуха, который перегревается, либо из-за перегрева смолы. Есть три способа избежать следов ожога: уменьшить скорость впрыска смолы, что снизит вероятность захвата воздуха; включить или оптимизировать системы вентиляции и дегазации; или снизить температуру формы и/или расплава.
Есть три способа избежать следов ожога: уменьшить скорость впрыска смолы, что снизит вероятность захвата воздуха; включить или оптимизировать системы вентиляции и дегазации; или снизить температуру формы и/или расплава.
Метки течи
Метки течи представляют собой линейчатые узоры, часто волнистые или обесцвеченные на поверхности детали. Чаще всего они вызваны слишком быстрым охлаждением смолы или неправильным расположением затвора. В лучшем случае следы утечек можно устранить за счет увеличения скорости и давления впрыска, что поможет обеспечить равномерное наполнение и охлаждение. В худшем случае может потребоваться модернизация пресс-формы с упором на предотвращение внезапных изменений направления потока и расположения литника.
Дефекты, вызванные плесенью
Вспышки и короткие всплески являются двумя наиболее распространенными дефектами литья под давлением, вызванными проблемами с конструкцией пресс-формы или техническим обслуживанием.
Заусенцы
Иногда называемые заусенцами, заусенцы представляют собой тонкие пластинчатые выступы на готовой детали, возникающие при выходе расплавленной смолы из полости формы. Чаще всего вдоль линии разъема или вверх по штифту выбрасывателя засветка может быть вызвана чрезмерной скоростью впрыска или давлением, и в этом случае исправить можно простым уменьшением. Чаще всего облое возникает из-за плохо спроектированных или сильно изношенных пресс-форм, и в этом случае требуется модернизация или переоснащение. Вспышка также может быть вызвана слишком высокой температурой формы и чрезмерным нагревом цилиндра.
Short Shot
Short Shot буквально означает, что порция смолы не заполняет форму. Это может быть вызвано попыткой использовать неправильный тип смолы или неправильными настройками процесса, но чаще всего вызвано засорением литника или слишком маленьким диаметром литника, что является распространенной проблемой из-за слишком низкого давления или недостаточного нагрева. Если смола с более высоким индексом расплава или повышенная температура расплава не решают проблему короткого впрыска, вам может потребоваться изменить конструкцию литниковой системы для оптимизации потока.
Если смола с более высоким индексом расплава или повышенная температура расплава не решают проблему короткого впрыска, вам может потребоваться изменить конструкцию литниковой системы для оптимизации потока.
Подробнее
Rodon Group, специализирующаяся на крупносерийном литьевом формовании под заказ, имеет долгую историю литья под давлением. С момента своего основания в 1956 году мы стремимся предоставлять нашим клиентам детали самого высокого качества, изготовленные методом литья под давлением. Сегодня наш уровень брака составляет менее 1 детали на миллион, что могут предложить лишь немногие другие крупные производители литьевых форм, если таковые имеются.
Чтобы узнать больше о The Rodon Group, в том числе о наших возможностях и обширных усилиях по контролю качества, свяжитесь с нами сегодня.
Темы:
Литье пластмасс под давлением
6 Распространенные дефекты литья под давлением и как их избежать
Что такое литье под давлением?
Наиболее распространенным процессом, используемым в производстве пластиковых компонентов, является литье под давлением. В этом производственном процессе используются специализированные машины, которые плавят, впрыскивают и придают термопласту определенную форму. Как и в любом производственном процессе, он подвержен уникальным дефектам литья или низкокачественной продукции, если не осуществляется должным образом. Здесь вы узнаете больше о литье под давлением, шести распространенных дефектах литья под давлением и о том, как их избежать.
В этом производственном процессе используются специализированные машины, которые плавят, впрыскивают и придают термопласту определенную форму. Как и в любом производственном процессе, он подвержен уникальным дефектам литья или низкокачественной продукции, если не осуществляется должным образом. Здесь вы узнаете больше о литье под давлением, шести распространенных дефектах литья под давлением и о том, как их избежать.
Литье под давлением Ключевые аспекты
Любой успешный проект литья под давлением должен учитывать сразу несколько факторов.
Выбор материала
Материалы играют важную роль в литье под давлением. Квалифицированный поставщик оборудования для литья под давлением может помочь вам выбрать термопласт, который соответствует вашему бюджету и требованиям к производительности. Поскольку формовщики часто получают скидки на большое количество термопластов, которые они покупают, они могут передать эту экономию вам.
Вариации допусков
Каждое изделие, изготовленное методом литья под давлением, должно иметь определенные допуски, чтобы соответствовать предполагаемому применению. Некоторые материалы может быть трудно формовать или выдерживать требуемые допуски, а конструкция оснастки также может влиять на допуск конечной детали. Всегда обсуждайте с вашим литьевым формовщиком диапазон допустимых отклонений для конкретных продуктов.
Некоторые материалы может быть трудно формовать или выдерживать требуемые допуски, а конструкция оснастки также может влиять на допуск конечной детали. Всегда обсуждайте с вашим литьевым формовщиком диапазон допустимых отклонений для конкретных продуктов.
Температура цилиндра и сопла
Формовщики должны поддерживать определенные температуры цилиндра и сопла при литьевом формовании, поскольку они влияют на способность смолы растекаться по форме. Температура ствола и сопла должна быть точно установлена между температурой терморазложения и температурой плавления. В противном случае это может привести к переполнению, миганию, медленному течению или незаполненным частям.
Скорость потока термопласта
Формовщики должны поддерживать оптимальную скорость потока, чтобы гарантировать, что нагретый пластик как можно быстрее впрыскивается в полость формы, пока она не будет заполнена на 95–99%. Наличие надлежащей скорости потока гарантирует, что пластик сохраняет правильный уровень вязкости, чтобы течь в полость.
Другими факторами, которые следует учитывать при любой операции литья под давлением, являются:
- Расположение ворот
- Утяжка
- Запорные уголки
- Текстурирование
- Уклон и ориентация угла уклона
- Стальные безопасные зоны
6 ключевых этапов процесса литья под давлением
Процесс литья под давлением включает шесть основных этапов, и проблемы могут возникнуть на любом из этих этапов, если они выполняются неправильно.
Зажим
В этом процессе две половины пресс-формы плотно скрепляются с помощью зажимного устройства, которое использует гидравлическую энергию для приложения усилия, достаточного для закрытия пресс-формы. Без достаточной силы зажима процесс может привести к неровным участкам стенок, непостоянному весу и разным размерам. Чрезмерное усилие зажима может привести к короткому выстрелу, прожогам и изменению степени блеска.
Литье под давлением
Формовщики впрыскивают расплавленный термопластический материал в форму с помощью набивного устройства или шнека под высоким давлением. Затем детали необходимо дать остыть с равномерной скоростью. В противном случае конечная часть может иметь линии потока или нежелательные узоры, которые влияют на ее эстетический вид.
Затем детали необходимо дать остыть с равномерной скоростью. В противном случае конечная часть может иметь линии потока или нежелательные узоры, которые влияют на ее эстетический вид.
Постоянное давление
После того, как термопластический материал впрыснут в форму, формовщики прилагают большее давление, чтобы полностью заполнить полости. Обычно они удерживают расплавленный термопластический материал до тех пор, пока ворота формы не замерзнут. Период выдержки должен оказывать правильное давление — слишком низкое может оставить следы на готовом изделии. Избыточное давление может привести к заусенцам, увеличению размеров или проблемам с извлечением детали из формы.
Охлаждение
После выдержки форма заполнена, но, вероятно, она еще слишком горячая, чтобы ее можно было извлечь из формы. Поэтому формовщики выделяют определенное время для того, чтобы форма поглотила тепло от пластика. Формовщики должны поддерживать достаточное равномерное охлаждение термопластичного материала, иначе существует риск деформации конечного продукта.
Открытие пресс-формы
Подвижные пластины пресс-формы открываются. Некоторые пресс-формы имеют контроль подачи воздуха или вытягивание стержня, а формовочная машина контролирует уровень силы, используемой для открытия формы, при этом защищая деталь.
Удаление деталей
Конечный продукт выталкивается из формы для литья под давлением с помощью системы выталкивания, стержней или робототехники. Нано разделительные покрытия на поверхности пресс-формы помогают предотвратить разрывы или разрывы во время выталкивания.
Типичные дефекты литья, вызванные технологическими проблемами
Существует несколько дефектов литья, связанных с литьем под давлением, например:
- Деформация: Деформация – это деформация, которая происходит, когда деталь подвергается неравномерной усадке. Он представляет собой непреднамеренно изогнутые или скрученные формы.
- Струйное впрыскивание: Если термопласт впрыскивается слишком медленно и начинает схватываться до того, как полость заполнится, это может привести к струйному распылению конечного продукта. Струя выглядит как волнообразная струйная струя на поверхности детали.
- Утяжка: Это углубления на поверхности, возникающие при неравномерном охлаждении или когда формовщики не дают достаточно времени для охлаждения детали, что приводит к усадке материалов внутрь.
- Линии сварки: Это тонкие линии, которые обычно образуются вокруг деталей с отверстиями. Когда расплавленный пластик обтекает отверстие, два потока встречаются, но если температура неправильная, потоки не соединятся должным образом. В результате получается линия сварки, которая снижает долговечность и прочность конечной детали.
- Следы выброса: Если деталь выбрасывается слишком рано или с чрезмерным усилием, стержни выталкивателя могут оставить следы на конечном изделии.
- Вакуумные пустоты: Вакуумные пустоты возникают, когда воздушные карманы задерживаются под поверхностью детали. Они вызваны неравномерным затвердеванием между внутренней и внешней частями детали.
 Струя выглядит как волнообразная струйная струя на поверхности детали.
Струя выглядит как волнообразная струйная струя на поверхности детали.