Пвх ламинирование: Ламинирование ПВХ — это процесс, виды ламинирования, оборудование, этапы ламинирования
Ламинирование ПВХ — это процесс, виды ламинирования, оборудование, этапы ламинирования
Ламинирование – это процесс облицовки (обтяжки) ПВХ профиля декоративной пленкой с использованием клеевого композита на специальном оборудовании – станке для ламинирования ПВХ профиля. Ламинирование ПВХ востребовано при производстве пластиковых окон, наружных и внутренних конструкций из поливинилхлорида, фасадов, дверных блоков и балконных групп.
Виды ламинирования
По типу нанесения ламината на поверхность профиля различают одностороннее и двухстороннее ламинирование. Третьим типом считается ламинирование в массе.
Одностороннее ламинирование
Для одностороннего ламинирования характерно нанесение декоративной пленки только с одно лицевой стороны. При этом вторая сторона остается белой. Декоративный профиль может располагаться с внутренней или фасадной стороны. Выбор определяется общей концепцией дизайна. Декоративный слой может быть однотонным или имитирующим натуральные материалы.
Двухстороннее ламинирование
Двустороннее ламинирование подразумевает нанесение ламинирующей пленки на внешнюю и внутреннюю сторону профиля. При этом цвет покрытия внутри и снаружи может отличаться. Например, для внутреннего ламинирования цвет может быть обусловлен дизайном конкретного помещения, а стиль внешнего ламинирования будет соответствовать общей концепции здания.
Ламинация в массе
При ламинации в массе профиль в разрезе будет иметь тот же цвет, что и декоративная пленка. Это наиболее дорогой тип ламинации, который может выполняться методом коэкструзии. Ламинация в массе позволяет получить изделия с текстурированной шероховатой поверхностью, устойчивой к износу и выгоранию. Поверхность обрабатывается специальными смесями на основе акрила.
Процесс ламинации ПВХ профиля
Суть процесса ламинации заключается в оборачивании профиля пленкой и соединении двух поверхностей посредством клеевого слоя. В результате образуется изделие с прочной и устойчивой к механическим воздействиям поверхностью.
Технология нанесения пленки достаточно проста. Однако важно на каждом этапе соблюдать требования к помещению, чистоте профиля и температуре поверхностей при ламинировании. Оптимально использовать для ламинирования отдельное от производственного цеха помещение.
Требования к профилю и помещению
Для ламинирования ПВХ профиля необходимо добиться минимального уровня остаточных напряжений в изделии. Для этого профиль предварительно выдерживают на складе промежуточного хранения не менее суток, после чего отправляют на этап ламинирования. При включении станка для ламинирования в состав линии для производства ПВХ профиля процесс протекает непрерывно без промежуточного хранения.
Профиль на этапе ламинирования должен иметь температуру не ниже 180С. В случае хранения на неотапливаемом промежуточном складе следует начинать ламинирование только при достижении изделием по всей толщине заданной температуры. Среднее время нагрева определяется как 1 градус/час.
Влажность в помещении рекомендуется выдерживать на уровне 60-70%. Это необходимо для предотвращения повторного загрязнения поверхности профиля частицами пыли, а также для правильной работы клея-расплава при использовании его в качестве основного клеевого состава.
Температура в помещении должна быть выше 180С. Температура клея и пленки на момент ламинирования должна быть 160С или выше.
Следует предотвратить воздействие прямых солнечных лучей на профиль, клеевую смесь и декоративную пленку при хранении. Действие ультрафиолета приведет к нагреву ламинационного слоя и клея под ним и, как следствие, к испарению остатков растворителя. В результате пигментное наполнение декоративной поверхности меняется, нарушается площадь контакта пленки с клеевым слоем и ПВХ профилем.
Для хранения заламинированного профиля соблюдаются те же условия температуры и влажности в помещении. Следует учесть время выдержки профиля после ламинации на складе — не менее 72 часов. Только после этого профиль передается в работу. При работе с невыдержанным профилем в процессе сварочных работ может наблюдаться отслойка пленки по краю сварочного шва.
Только после этого профиль передается в работу. При работе с невыдержанным профилем в процессе сварочных работ может наблюдаться отслойка пленки по краю сварочного шва.
Виды клея
Тип клея определяет особенности конструкции станка для ламинации и параметры технологического процесса. В процессе ламинирования ПВХ используется клей двух типов:
— двухкомпонентный клей;
— клей-расплав.
Двухкомпонентный клей
Двухкомпонентный клей представляет собой смесь из смолы, растворителя 3-6% отвердителя и связующего. Чаще всего используется полиэфирная смола, растворенная в дихлорметане. При испарении растворителя, имеющего температуру кипения 400С, на поверхности полимера остается твердый слой. Он устойчив к воздействию температуры и химических реагентов. Важно не допускать нагревание клея выше температуры кипения растворителя. В противном случае на его поверхности могут образовываться пузырьки, мешающие равномерному прилеганию пленки к профилю.
Для двухкомпонентного клея в конструкции машины предусмотрен специальный нагревательный туннель. Через него протягивается профиль с нанесенным клеевым слоем. При нагреве в туннеле растворитель активно испаряется на 80-85%. Остаточное количество растворителя 10–15 г/м2, необходимо, чтобы клей сохранил свои клеевые свойства. При пересушивании клеевого слоя свойства сухого остатка меняются, прочность соединения снижается.
Через него протягивается профиль с нанесенным клеевым слоем. При нагреве в туннеле растворитель активно испаряется на 80-85%. Остаточное количество растворителя 10–15 г/м2, необходимо, чтобы клей сохранил свои клеевые свойства. При пересушивании клеевого слоя свойства сухого остатка меняются, прочность соединения снижается.
Двухкомпонентный клей подходит для работы практически со всеми ламинационными покрытиями. Он наносится при помощи ракельной установки с войлоком. Скорость подачи ПВХ профиля равна 8-15 м/мин.
Клей-расплав
Клей-расплав – это твердая смесь на основе реактивного полиуретана. Для его расплавления используется специальное оборудование – плавильная станция. Она соединена со станком для ламинирования.
Клей-расплав в расплавленном виде через термоустойчивый шланг подается в дюзу (плоскощелевую головку). Дюза равномерно наносить слой клея на поверхность ПВХ профиля. Отверждение нанесенного на профиль расплава происходит под действием влаги из воздуха в помещении.
Данный тип клея оптимален при работе с рулонным или листовым шпоном. Он наносится при помощи плоскощелевой дюзы или валков. Средний расход клея составляет 70-80 г/м2. При таком расходе толщина равномерного клеевого слоя будет составлять 55-75 мкм. Количество клея регулируется размером щели ракельной установки и вязкостью клеевого состава.
Преимуществом клея-расплава является отсутствие в составе испаряющегося растворителя и 100% сухой остаток, что невозможно при использовании двухкомпонентного клея. Потому термоплавкий клей обеспечивает максимально стабильное соединение поверхностей. Скорость подачи профиля при нанесении клея-расплава составляет 20-40 м/мин.
Этапы ламинирования
Процесс ламинирования протекает в несколько этапов:
— механическая очистка;
— нанесение праймера;
— нанесение декоративного слоя;
— нанесение защитного слоя.
Механическая очистка
Поверхность профиля должна быть очищенной от стружки, пыли, порошкообразного композита и иных частиц, присутствие которых способно негативно отразиться на качестве ламинации. Частички мусора прилипают к поверхности под действием остаточных электрических зарядов, возникающих при экструзии.
Частички мусора прилипают к поверхности под действием остаточных электрических зарядов, возникающих при экструзии.
Механическая очистка профиля может быть мокрой и сухой. При влажной очистке на профиль подаются струи воды под давлением, водные растворы ПАВ, щелочные растворы или используются щетки. Температура жидкости должна быть около 400С. Для удаления сложных загрязнений может дополнительно использоваться механическая щетка.
Такой способ очистки используется, когда на поверхности профиля остаются следы смазки. После влажной очистки профиль просушивается при помощи воздушных фенов.
При сухой механической очистке на поверхность направляют поток сжатого воздуха, отсасывающего частички мусора с поверхности или направленного холодного воздуха. После этого поверхность обрабатывается вращающимися щетками.
Нанесение праймера
Праймер наносится на очищенную от механических частиц поверхность. Он необходим для повышения поверхностного натяжения профиля.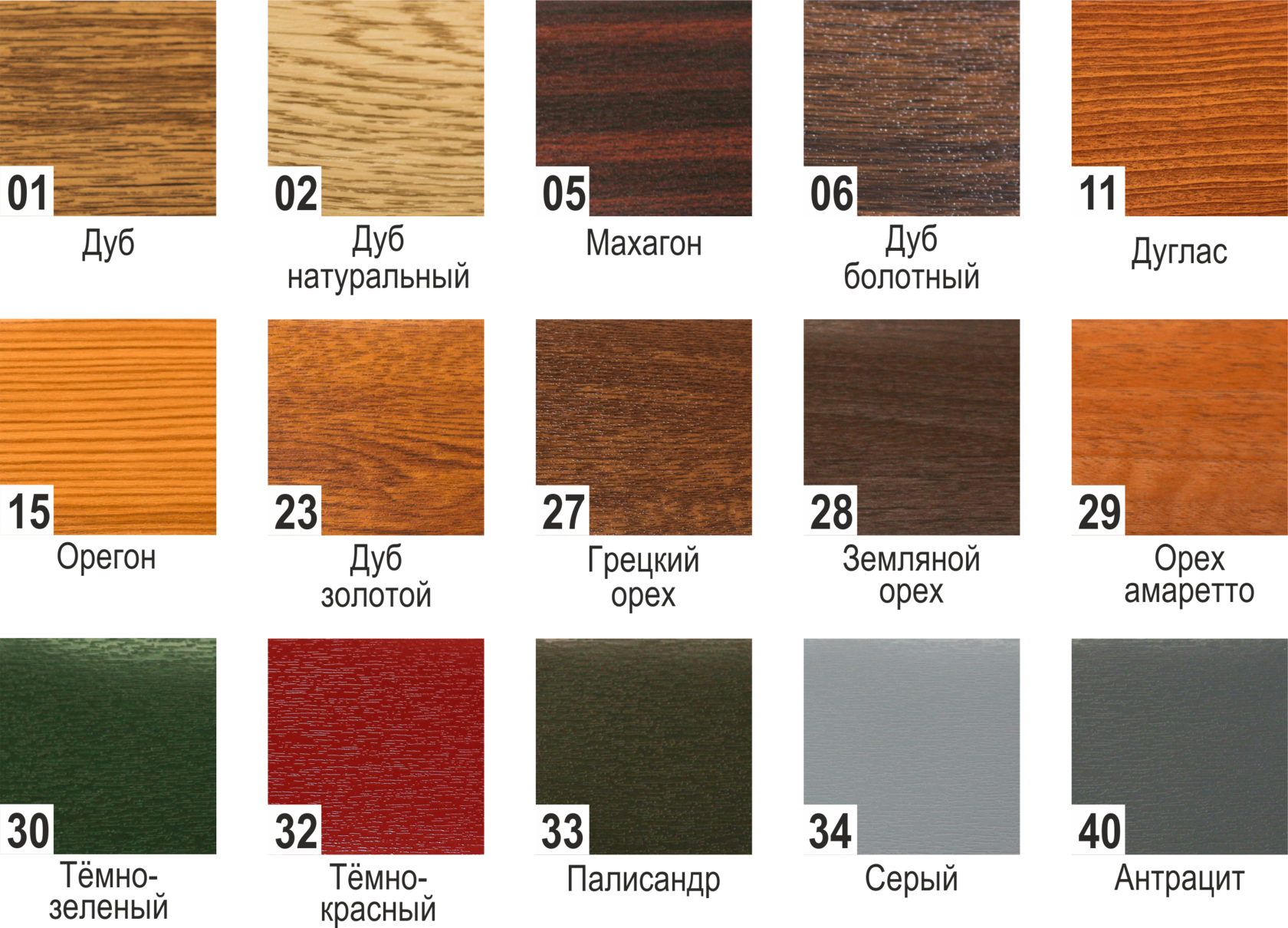 Без предварительной обработки поверхностное натяжение может достигать 30-35 мН/м. В случае нанесения праймера поверхность активируется, данный показатель увеличивается до 45 мН/м и более.
Без предварительной обработки поверхностное натяжение может достигать 30-35 мН/м. В случае нанесения праймера поверхность активируется, данный показатель увеличивается до 45 мН/м и более.
Чаще всего праймер – это 8-10% раствор двухкомпонентного клея в дихлорметане. Он наносится тонким слоем на поверхность очищенного и избавленного от статических напряжений профиля. Толщину и равномерность нанесения праймера можно проконтролировать с помощью УФ света. Для этого в состав праймера вводят флуоресцентные добавки, подсохшая пленка становится видимой при таком свете. Если слой праймера неравномерен или недостаточен допускается его повторное нанесение с дополнительной просушкой.
Слой праймера просушивается в специальном сушильном канале, где испаряется растворитель. На поверхности профиля остается тонкая пленка, которая улучшает сцепление ПВХ и ламинирующей пленки. Для улучшения качества сушки используют ИК-излучение.
Нанесение декоративного слоя
Для нанесения декоративной пленки профиль после предварительной подготовки перемещают в специальную камеру, где выдерживается определенная температура. Средняя скорость движения профиля может меняться от 1,5 до 80 м/мин. Скорость подачи зависит от геометрии профиля.
Средняя скорость движения профиля может меняться от 1,5 до 80 м/мин. Скорость подачи зависит от геометрии профиля.
Одновременно с движением профиля в работу вступают прижимные ролики, которые с оптимальным давлением прижимают пленку к поверхности. За подачу пленки отвечает разматывающий узел с тормозным устройством. При излишнем разматывании пленки срабатывает тормозное устройство, что предотвращает образование складок и отбраковку профиля. Стандартный узел размотки рассчитан на работу с бобинами наполнением до 500 погонных метров и шириной 500 мм.
Нанесение защитного слоя
Ламинационная пленка устойчива к механическим и химическим воздействиям, но в процессе хранения и транспортировки профиля может потерять первичный товарный вид. Потому необходимо нанести защитный слой на поверхность заламинированного профиля. Это может быть защитная самоклеящаяся пленка, узел нанесения которой расположен сразу после узла ламинации. Конструкция узла аналогична узлу нанесения декоративного покрытия. Она включает направляющие валки, размоточное устройство и прокатывающие ролики.
Она включает направляющие валки, размоточное устройство и прокатывающие ролики.
Пленку прокатывают по заламинированному профилю при высокой температуре и под давлением. От силы давления роликов на защитную пленку зависит степень ее прилипания к декоративному слою и ПВХ профилю.
При ламинировании важно учитывать материал декоративной и защитной пленок. Они должны быть выполнены из совместимых материалов. При нанесении защитной пленки важно не допускать повреждения декоративного слоя. После установки профильного изделия защитную пленку следует удалить. Максимальное хранение профиля с нанесенной защитной пленкой не должно превышать 3 месяцев. Иначе пленка может соединиться с ламинацией настолько плотно, что после ее удаления останутся следы.
Оборудование для ламинирования. Классификация
Для изготовления ПВХ профиля с ламинацией используется станок для ламинирования или кэширования. Это типовое оборудование, имеющее незначительные отличия для разных моделей. Потому классификация станков условна.
Потому классификация станков условна.
Ламинаторы для РВХ профиля можно разделить по следующим критериям:
— автономность;
— тепень автоматизации;
— система нанесения клея.
Автономность
Принципиальное отличие ламинаторов заключается в его автономном расположении относительно основного экструзионного производства или встроенном в линию экструзии.
Большинство современных машин работают автономно и включают дополнительные узлы для очистки профиля, праймировани, прикатки пленок, привод для перемещения профиля между узлами. Встроенные ламинаторы имеют упрощенную конструкцию и являются составной частью основного технологического оборудования.
Степень автоматизации
По степени автоматизации различают полуавтоматические и автоматические станки для ламинирования. При полностью автоматизированном производстве все операции с момента подачи профиля в машину до момента стоппирования готовых заламинированных изделий на выходе с конвейера происходит без участия оператора. Для контрольного измерения толщины клеевого и праймирующего слоя, определения позиции пленки и профиля относительно оси станка используются специальные датчики, передающие данные на компьютер для обработки. После обработки регулировка техпроцесса в соответствии с заданными параметрами осуществляется в автоматическом режиме.
Для контрольного измерения толщины клеевого и праймирующего слоя, определения позиции пленки и профиля относительно оси станка используются специальные датчики, передающие данные на компьютер для обработки. После обработки регулировка техпроцесса в соответствии с заданными параметрами осуществляется в автоматическом режиме.
При полуавтоматическом режиме производства работа оператора задействована в большей степени. Управление работой оборудования и регулировка параметров техпроцесса осуществляется при помощи пульта управления.
Система нанесения клея
При ламинировании используется двухкомпонентный клей холодного отверждения или термопластичный клей-расплав, который подается в машину в виде застывших болванок. В первом случае клей в жидком виде наносится через дюзы на поверхность профиля.
Во втором случае клей предварительно расплавляется, после чего в жидком виде наносится на ПВХ профиль. При этом должно присутствовать устройство для нагрева клея – плавильная станция.
Конструкция станка для ламинирования ПВХ
В конструкцию стандартного станка для одностороннего ламинирования входят следующие основные узлы:
1) Узел очистки (влажная или сухая очистка) и сушки.
2) Узел праймирования.
3) Узел ламинирования.
4) Прочие составляющие конструкции.
Узел очистки и сушки
Для очистки профиля используются щетки или система сопел, подающих водный раствор и чистую воду под давлением. Таким способом с поверхности профиля ПВХ удаляются все жировые, пылевидные загрязнения, стружка.
Сушка осуществляется направленным потоком горячего воздуха. Он подается из воздуходувки через калорифер на поверхность профиля. Важно добиться полного осушения поверхности, наличие влаги приводит к ухудшению адгезии.
Очистка поверхности возможна и с использованием направленного потока воздуха – воздушный душ. Также может использоваться пылеотсос, который затягивает все твердые частицы (пыль, стружка, мусор) в отличие от воздушного душа. В том и другом случае речь идет о сухой чистке.
В том и другом случае речь идет о сухой чистке.
Узлы нанесения праймера и клея
Плоскощелевая дюза или войлок – основные способы нанесения праймера и клея. Принцип нанесения этих составов схож. Праймер – это клей, разбавленный растворителем в соотношении 1:10. Можно подготовить праймирующую смесь самостоятельно или приобрести готовую.
Средний расход праймера при ракельном нанесении составляет 35-40 г/м2. Расход клея зависит от его вязкости, в среднем составляет 80-100 г/м2.
Ракель с войлоком
Ракель с войлоком имеет подвижное крепление для плавной настройки толщины слоя и регулировки прижима даже в случае присутствия неровностей на поверхности профиля. Войлок имеет наклонный срез в виде немного вступающего эластичного язычка с целью увеличения поверхности контакта. При войлочном нанесении праймер проникает вглубь материала профиля, растворяя все отрицательно влияющие на склеивание вещества.
В случае остановки производства ламинированных профилей войлок должен вымачиваться в растворителе без последующей сушки. Неправильная очистка войлока приведет к его быстрому износу, что отразится на качестве нанесения клеевых составов и праймера.
Неправильная очистка войлока приведет к его быстрому износу, что отразится на качестве нанесения клеевых составов и праймера.
В помещении для ламинирования выдерживается достаточно низкая температура и высокая влажность воздуха, что может приводить к образованию на поверхности ракеля конденсата в виде капель воды, которые затем кристаллизуются. Причина в низкой температуре кипения растворителя 400С, приближенной к комнатной температуре. Кристаллы льда негативно отражаются на качестве склеивания. Предотвратить это можно, поместив войлочный ракель в закрытую алюминиевую капсулу.
Дюзы
Конструкция дюз зависит от ширины профиля. Для узкого профиля используются простейшие дюзы, обеспечивающие ровное нанесение клеевого слоя. Для широких профилей важно также соблюдать равномерность нанесения клея или праймера по всей ширине. Потому предпочтение отдают многоканальным дюзам, в каналы которых из плавильной станции подается расплав клея. Каналы распределяются по ширине дюзы равномерно. Если необходимо обрабатывать и широкий, и узкий профиль, могут использоваться специальные заглушки для каналов.
Если необходимо обрабатывать и широкий, и узкий профиль, могут использоваться специальные заглушки для каналов.
Узел ламинирования
Данный узел отвечает за нанесение пленки и ее прикатку. В него входит система роликов, уже описанный узел нанесения клея (дюзы или ракель), ножи для обрезки излишков пленки и ламинации.
Ролики
Все ролики, входящие в конструкцию ламинатора для ПВХ, образуют систему позиционирования и ведения профиля и пленки. Они устанавливаются на подвижные соединения для возможности насройки относительно верхней и боковой поверхности профиля.
Нанесение пленки на профиль выполняется при помощи широких прижимных роликов, которые прижимают ламинационный слой к поверхности равномерно и без воздушных карманов. В зависимости от формы профиля прижимные ролики могут иметь цилиндрическую или иную форму. Часто в конструкции можно встретить бочкообразные ролики или прижимные элементы сложного сечения. Оси прижимных роликов располагаются под углом к профилю. Величина угла может меняться. Главное условие – оптимальное облегание роликами поверхности профиля.
Величина угла может меняться. Главное условие – оптимальное облегание роликами поверхности профиля.
Прижимные ролики располагаются по ходу движения профиля. Они равномерно расправляют пленку без образования складок и замятин. При этом воздух из-под пленки полностью удаляется. Вращение роликов происходит под действием силы трения без участия привода.
Для перемещения профиля используются ведущие ролики рольганга. Они обеспечивают движение заготовки строго параллельно оси станка. Для позиционирования изделия используются боковые направляющие ролики.
Все ролики, входящие в конструкцию станка для ламинирования, выполнены из стали с прорезиненным или полиуретановым покрытием. Твердость покрытия может отличаться и подбирается с учетом особенностей профиля.
Ножи
При использовании более широкой пленки в сравнении с шириной профиля в конструкцию вводятся ножи. Может использоваться клинообразный или дисковый нож. Он позволяет обрезать излишки пленки по краям. Зачистить край или снять фаску можно при помощи зачистного ножа или медленно скользящего лезвия.
Зачистить край или снять фаску можно при помощи зачистного ножа или медленно скользящего лезвия.
Ножи изготавливаются из инструментальной стали. Их можно демонтировать для заточки или замены.
Прочие составляющие конструкции
Помимо перечисленных узлов в конструкцию станка для ламинирования профиля ПВХ входят следующие элементы:
— станина;
— нагреватели;
— вытяжные устройства;
— пульт управления.
Станина
Станина ламинирующей машины состоит из стальных несущих продольных балок и вертикальных стоек. Станина имеет продольное расположение, движение профиля осуществляется строго параллельно ее оси. На станине закреплены все основные рабочие узлы ламинатора.
Нагреватели и термодатчики
В процессе ламинирования на этапе просушивания праймера проводится нагрев профиля до температуры 350С. Это необходимо для активации поверхности и увеличения поверхностного натяжения.
Нагреватели для просушивания дакхкомпонентного клея установлены внутри туннеля, через который проходит профиль. Они обеспечивают нагрев до температуры 40-600С в зависимости от параметров технологического процесса. Контроль температуры нагрева осуществляется при помощи электрического датчика. Дополнительно может быть установлен автономный термометр для визуального контроля температуры.
Они обеспечивают нагрев до температуры 40-600С в зависимости от параметров технологического процесса. Контроль температуры нагрева осуществляется при помощи электрического датчика. Дополнительно может быть установлен автономный термометр для визуального контроля температуры.
Вытяжные устройства
В процессе нанесения праймера и его последующей просушки образуются пары дихлорметана или иного растворителя, если применяется клеевая смесь с другим составом. Они тяжелее воздуха, потому оседают на пол. Их следует удалить на выходе из туннеля, чтобы обезопасить работников цеха и очистить воздух в помещении.
Для удаления вредных паров используют вытяжные системы, расположенные на полу или над туннелем. Они устанавливаются точечно под узлами нанесения праймера и сушки. В качестве вытяжных систем могут использоваться зонтичные вентиляционные отсосы.
Ламинация (ламинирование) пластиковых (ПВХ) окон в Кирове
1 декабря 2019
Ламинация в дизайне
В настоящее время все более актуальны цветовые решения окон в строительстве, дизайнерские и архитектурные решения для остекления домов и квартир становятся красивей и ярче.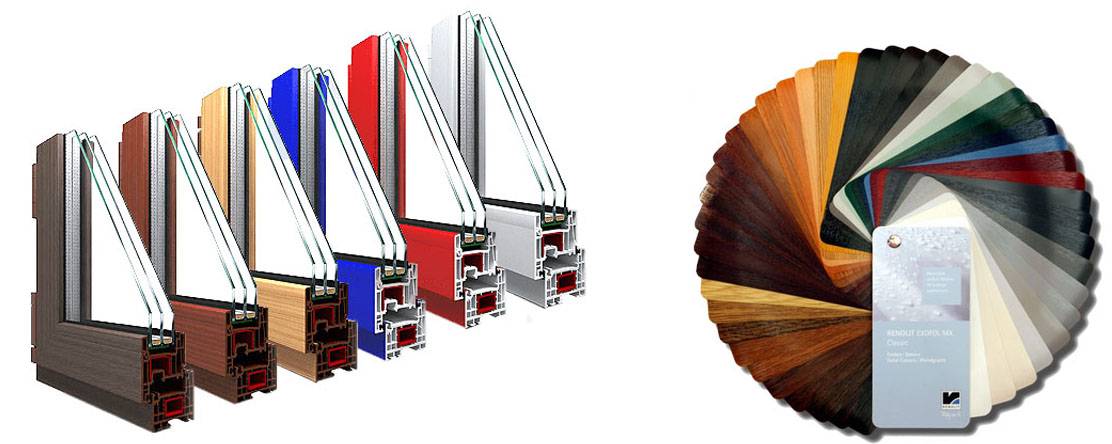
Потому так и востребована технология ламинации профильных оконных систем, которую приобрела и установила компания Окна ВЕККЕР. В основе ее лежит процесс нанесения ПВХ пленки различных цветов на профиль ПВХ под большим давлением и высокой температурой, она и называется ламинацией.
Ламинация окон может быть нескольких видов. Они зависят от дизайнерских решений и предпочтений покупателя, использую различные цветовые решения и стороны ламинирования.
Виды ламинации
Одностороннее ламинирование. Покрытие пленкой с одной стороны. Оно может быть как внутреннее, так наружное.
- Наружная односторонняя ламинация служит придания цвета оконных блоков в соответствии с дизайном дома и цветового решения фасада. Для загородных домов чаще всего выбирают текстуру и цвет близкий к фактур дерева. Для города предпочитаются цвета однотонных и ярких цветов, соответствующие фасаду и архитектуре городских построек, согласованных с городскими властями.
 Практически на всех профильных системах возможно нанести наружную ламинацию.
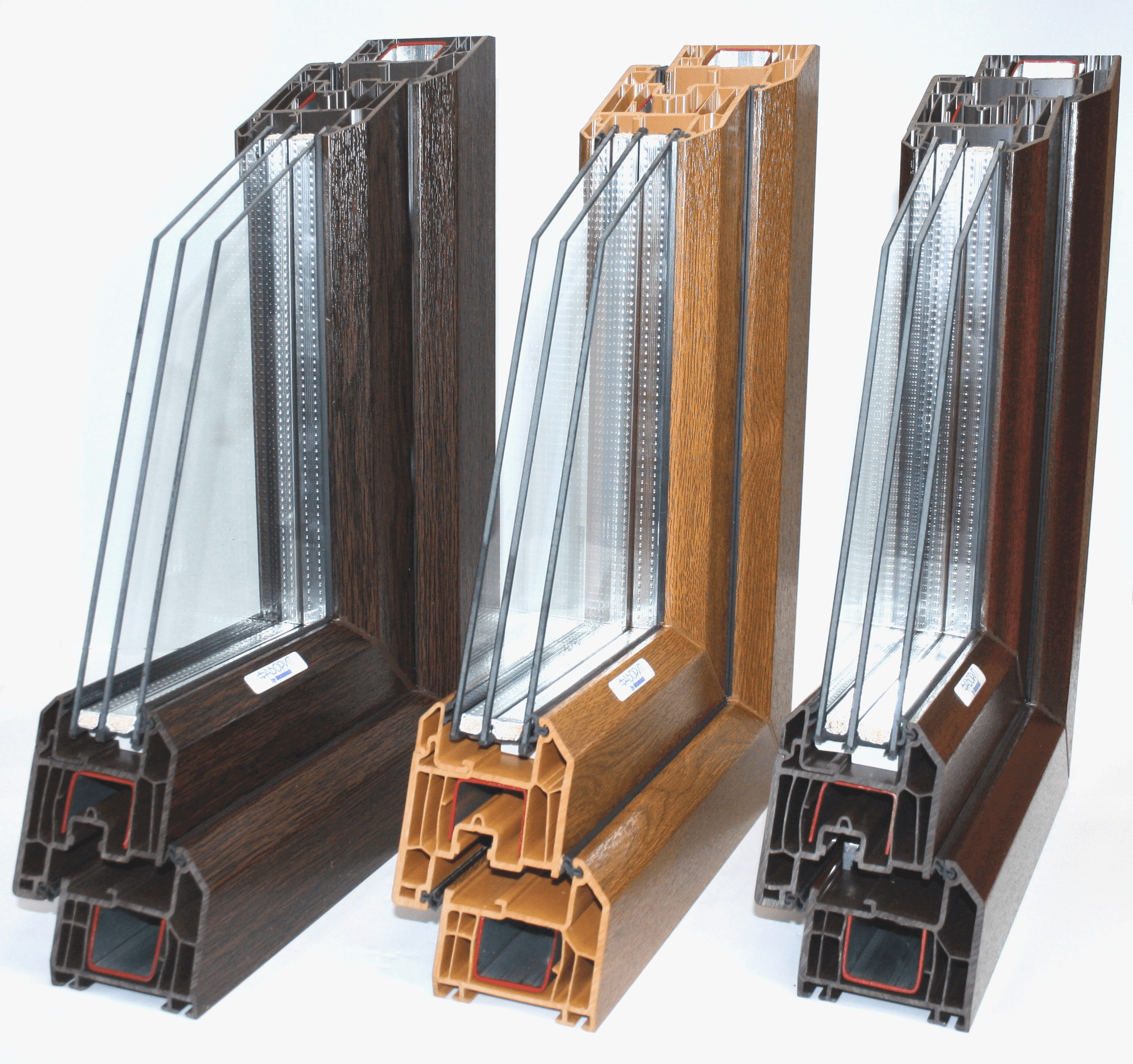
Практически на всех профильных системах возможно нанести наружную ламинацию. - Внутренняя односторонняя ламинация чаще всего применяется для интерьерных решений, чтобы цвет оконного блока гармонировал с обстановкой и внутренним убранством помещения. На внутреннюю сторону ламинацию можно нанести только на комплектации из профильной системы VEKA.Двухстороннее Ламинирование. Покрытие пленкой с двух сторон. Причем при производстве возможна ламинация профиля на белой основе и цветной основе (коричневая/карамель). Ламинация в массе является более эстетически красивым, поскольку при открытии окна вы будете вместо белого профиля видеть темный профиль перекликающийся с цветом вашей ламинации. В некоторых случаях возможно нанесение пленки с внутренней и наружной стороны разных цветов. Ламинация на цветной основе более дорогая и влияет на конечную стоимость окна.
 Практически на всех профильных системах возможно нанести наружную ламинацию.
Практически на всех профильных системах возможно нанести наружную ламинацию.Двухстороннее Ламинирование. Покрытие пленкой с двух сторон. Причем при производстве возможна ламинация профиля на белой основе и цветной основе (коричневая/карамель). Ламинация в массе является более эстетически красивым, поскольку при открытии окна вы будете вместо белого профиля видеть темный профиль перекликающийся с цветом вашей ламинации. В некоторых случаях возможно нанесение пленки с внутренней и наружной стороны разных цветов. Ламинация на цветной основе более дорогая и влияет на конечную стоимость окна.
Причем при производстве возможна ламинация профиля на белой основе и цветной основе (коричневая/карамель). Ламинация в массе является более эстетически красивым, поскольку при открытии окна вы будете вместо белого профиля видеть темный профиль перекликающийся с цветом вашей ламинации. В некоторых случаях возможно нанесение пленки с внутренней и наружной стороны разных цветов. Ламинация на цветной основе более дорогая и влияет на конечную стоимость окна.
Уплотнительная резина при ламинации
При заказе ламинации окна, стоит обратиться внимание на цвет (серая/черная) уплотнительной резины при сочетании ее с ламинацией. Для систем с серой резиной и односторонней ламинации необходимо обратить внимание, что с ламинируемой стороны, особенно с темной ламинацией, будет применятся черная уплотнительная резинка. В случае изменения данного условия необходимо уточнить при заказе ламинации.
Пленка для ламинирования
Для производства ламинации профильных систем применяется качественная пленка. RENOLIT или LG котроая наносится на новом ламинационном оборудовании.
RENOLIT или LG котроая наносится на новом ламинационном оборудовании.
Пленка изготовлена твердого ПВХ, обычно ее толщина составляет 0,2+-0,02 миллиметра. Она наносится на готовый профиль (белый или цветной в массе) при помощи спец клея, который при нагреве расплавляясь, образует равномерную однородную структуру между пленкой и профилей. Такой процесс обеспечивает максимально прочное и долговечное соединение плёнки и профиля. Всегда в наличии большой выбор цветов пленки для ламинации.
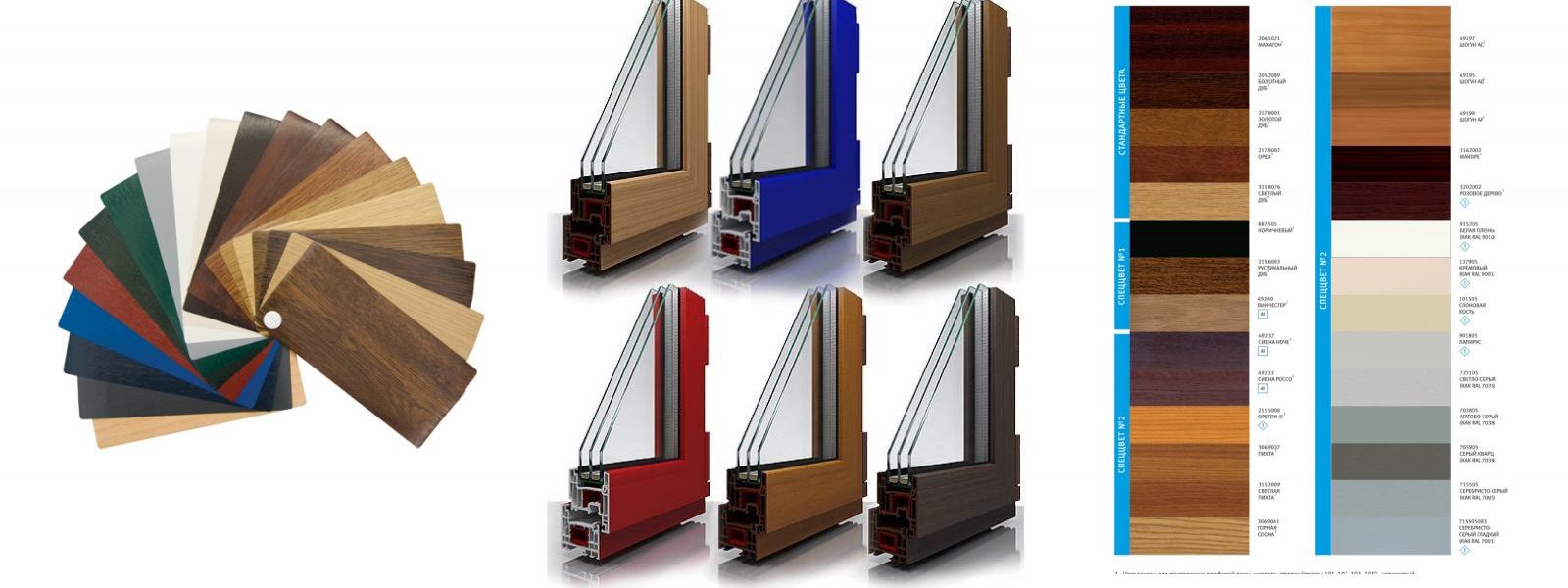
В качестве стандартных ламинационных пленок для производства цветных окон применяются стандартные цвета под дерево:
- золотой дуб
- болотный дуб;
- махагон.
Нанесение ламинационный пленки имеет рад преимуществ:
- Огромный выбор ламинационных пленок
- Большой срок службы. Пленка устойчива к агрессивной внешней среде, к жаркому солнцу, ультрафиолетовым лучам, спокойно переносит самые низкие температуры и абсолютно не боится воды.
- Обеспечивает дополнительную сохранность ПВХ профиля и его защиту.
- Высокая устойчивость к механическим воздействиям (декоративная ПВХ-пленка более устойчивой в отличие от краски)
- Экологичность пленки подтверждается соответствующими Сертификатами Не содержит различных вредных испаряемых компонентов (пластификаторов).

Цветовые решения всегда украсят фасад или интерьер Вашего дома и квартиры!
Что такое ламинат ПВХ и его применение?
Содержание
Использование ламината ПВХ
Сегодняшняя статья посвящена отделочному материалу, который стал вездесущей частью дизайна интерьера, придавая элегантный вид множеству элементов, таких как кухонные шкафы, мебель, платяные шкафы и многое другое, чем вы можете себе представить. Это ламинаты ПВХ.
Обладая бесконечными преимуществами и привлекательными преимуществами, ламинаты ПВХ являются отличным выбором для всех типов проектов, от жилых до коммерческих, и для всех типов элементов, от полов до мебели. Чтобы лучше понять этот декоративный и причудливый последний слой, давайте поговорим о нем сейчас.
Чтобы лучше понять этот декоративный и причудливый последний слой, давайте поговорим о нем сейчас.
Что такое ламинат ПВХ?
Ламинат ПВХ представляет собой плоский листовой материал, изготовленный путем прессования синтетического пластического полимера – поливинилхлорида, тонких слоев плоской бумаги и смол под высоким давлением и температурой. Он широко используется в жилых, коммерческих и промышленных помещениях для украшения, украшения и защиты мебели. Эти ламинаты легко укладываются на любую подложку хорошего качества, такую как фанера , ДСП, МДФ , натуральная древесина и т. д., используя сильный клей и простой процесс прессования.
Почему выбирают ламинаты ПВХ?
1. Гибкость под углом 90°
Ламинаты из ПВХ сгибаются под углом 90°, что означает, что их можно складывать и сгибать до 90°, а также их легко наклеивать по краям. С помощью этой простой технологии гибки эти ламинаты могут придать вашей мебели гладкий и бесшовный край, а также внешний вид и ощущение цельного листа. Итак, вас беспокоят те острые стыки, которые видны на ваших кухонных шкафах , платяном шкафу или любой другой мебели? Если это так, забудьте о них с ламинатом ПВХ.
Итак, вас беспокоят те острые стыки, которые видны на ваших кухонных шкафах , платяном шкафу или любой другой мебели? Если это так, забудьте о них с ламинатом ПВХ.
2. Стойкость
Эти ламинаты устойчивы к термитам, сверлам, коррозии, царапинам, пятнам, воде, влаге, истиранию и бактериям. Они также устойчивы к износу и высоко ценятся за их атмосферостойкие свойства. Это делает их идеальным выбором для отделки кухонных гарнитуров, ванных комнат, а также для мебели в местах с интенсивным движением.
3. Нетоксичный
Ламинаты ПВХ не содержат свинца, токсинов, вредных выбросов, а также не выделяют газы и не выделяют вредные химические вещества при контакте с влагой или водой. Таким образом, эти ламинаты не наносят вреда здоровью, поэтому их больше предпочитают для детских комнат, комнат пожилых людей, больниц и лабораторий.
4. Долговечность
Благодаря своей гибкости и удельному сопротивлению эти ламинаты служат долго и обладают высокой степенью износостойкости. Ламинаты из ПВХ также способны сохранять свое качество и внешний вид в течение многих лет, поскольку они могут противостоять повседневному износу и царапинам.
Ламинаты из ПВХ также способны сохранять свое качество и внешний вид в течение многих лет, поскольку они могут противостоять повседневному износу и царапинам.
5. Легкость очистки
Поскольку ламинат ПВХ устойчив к пятнам, на его поверхности не остается много следов или пятен, поэтому для сохранения его блеска требуется всего несколько мер – регулярно вытирайте пыль с поверхностей и быстро протирайте их влажной тканью. И вот они готовы снова засиять.
6. Экономичность
Поскольку они служат декоративными и защитными поверхностями и не оставляют царапин и пятен,
- Кухонный шкаф
- Гардероб
- Ванная комната
- Стена панели
- Офисные шкафы
- Конференц-залы
- Мебель для дома и офиса
- Внутренняя отделка дома и офиса
- Больницы и лаборатории
- Торговые площади и выставочные залы
Как ухаживать за ламинатом ПВХ?
Как упоминалось выше, ламинаты из ПВХ легко чистить и обслуживать. Но для здорового и длительного срока службы ламината необходимо соблюдать основные правила ухода за ним.
Но для здорового и длительного срока службы ламината необходимо соблюдать основные правила ухода за ним.
DOs:
- Для очистки всегда отдавайте предпочтение разбавленным мягким жидким моющим средствам или органическим чистящим средствам.
- Обработайте трудновыводимые пятна смесью воды и пищевой соды
- Сухая очистка поверхности после очистки, чтобы предотвратить появление следов или пятен
ЗАПРЕЩАЕТСЯ:
- Избегайте чистящих средств, содержащих кислоты или любые агрессивные химические вещества
- Избегайте чистящих средств, оставляющих после себя мыльный налет
- Избегайте чрезмерного трения, так как это может повредить поверхность
- Избегайте абразивных чистящих инструментов, таких как стальные мочалки, ножи или любые острые предметы, так как они могут оставить царапины на поверхности ламината
Заключительные слова
Мы надеемся, что эта статья пролила достаточно света на ламинаты ПВХ.
Учитывая его преимущества, вы хотите использовать листы ламината ПВХ для воплощения декора вашей мечты? Если да, то поговорите с нами! Обладая большой творческой широтой, наша команда экспертов здесь, в ZAD Interiors , будет рада предоставить вам индивидуальные решения, соответствующие вашим предпочтениям, конкретным потребностям и требованиям.
M8471 — ГИБКИЙ ** ЧЕРНЫЙ ** ЛАМИНАТ ПВХ — ПРОДАЕТСЯ ПАРТИЯМИ ПО 40 ДЮЙМОВ — (ТОЛЩИНОЙ 0,010 ДЮЙМА)
(1 отзыв)
Написать обзор
M8471 — ГИБКИЙ ** ЧЕРНЫЙ ** ЛАМИНАТ ПВК — ПРОДАЕТСЯ ПАРТИЯМИ ПО 40 ДЮЙМОВ — (ТОЛЩИНОЙ 0,010 ДЮЙМА)
Рейтинг
Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта
Обязательно
Тема отзыва
Обязательно
Комментарии
Обязательно
- Артикул:
- М8471
- Вес:
- 1,00 фунта
- Ширина:
- 49. 50
(в) - Высота:
- 40.00
(в) - Глубина:
- 0,01
(в) - Доставка:
- Рассчитывается на кассе
 50
50Сейчас:
$19,80
Текущий запас:
Количество:
- Описание
- 1 отзыв
Описание
M8471 ЧЕРНЫЙ ГИБКИЙ ПВХ ЛАМИНАТ С ШЕСТИГР.