Как делают окна: как делают пластиковые окна. Рассказ про производство.
как делают пластиковые окна. Рассказ про производство.
Компания “Окна Смарт” никогда не станет (потому что просто не рискнёт) предлагать для жителей Петербурга пластиковые окна, в качестве которых сомневается хотя бы на йоту.
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) – самый лучший профиль! Подними любого нашего сотрудника среди ночи и мы скажем – что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон.
 Стальные усилители.
Стальные усилители.
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как – окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):
Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон, деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.
Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.
Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.
Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.
Обработка углов
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:
Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.
Изготовление арочных конструкций
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:
Идём дальше.
Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.
Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.
Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.
Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.
Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:
Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
Изготовление пластиковых окон, процесс создания ПВХ окон, как делают пластиковые окна
читать
7 минут
прочли
15 человек
обновили
09 октября 2022
опубликовали
30 декабря 2021
Темы похожих статей (тэги): Пластиковые окна Продукция Стеклопакеты
Пластиковые окна сегодня есть везде. Но далеко не каждый знает, как они производятся. Хотя это может пригодиться, чтобы правильно выбрать производителя, защитить себя от брака и возможных последствий сотрудничества с фирмами-однодневками. Поэтому мы решили рассказать, как производится остекление на нашем заводе в посёлке Дорохово Рузского района Московской области.
Но далеко не каждый знает, как они производятся. Хотя это может пригодиться, чтобы правильно выбрать производителя, защитить себя от брака и возможных последствий сотрудничества с фирмами-однодневками. Поэтому мы решили рассказать, как производится остекление на нашем заводе в посёлке Дорохово Рузского района Московской области.
Процесс производства окон ПВХ
Процесс создания пластиковых окон можно условно разделить на несколько этапов:
- Проведение расчётов. Специалисты определяют точные размеры заготовок, штапика, стёкол. Рассчитывают количество крепежей, которое может потребоваться.
- Раскрой профилей. Когда точные размеры известны, оператор вбивает их в автоматический станок. Так раскраивается рама, створки, импост.
- Раскрой армирования. Параллельно по заданным параметрам вырезается металлический п-образный профиль.
- Крепление армирования. Стальное армирование вкладывается в полый ПВХ профиль, прикрепляется саморезами.
 Шаг между саморезами — 300 мм.
Шаг между саморезами — 300 мм. - Прорезание дренажных отверстий. Это необходимо для того, чтобы образовавшийся на створке конденсат мог свободно стекать.
- Прорезание отверстия под ручку. Расположение может быть стандартным или нестандартным (по желанию заказчика).
- Сварка. Процесс сварки деталей пластиковых окон максимально автоматизирован.
- Установка импоста. Чаще всего это вертикальный элемент, после прикрепления которого специалист проводит контроль.
- Монтаж фурнитуры. Специалисты просверливают отверстия и устанавливают фурнитуру, которая помогает створкам открываться, закрываться, фиксироваться в одном положении.
- Остекление. Стеклопакет расклинивают, чтобы правильно распределить вес конструкции. Проверяется геометрия. Ставятся штапики.
- Контроль качества. Оценивается внешний вид, геометрия, правильность установки фурнитуры, соответствие размерам.
 Шаг между саморезами — 300 мм.
Шаг между саморезами — 300 мм.
Перечисленные выше пункты описывают общий процесс производства пластиковых окон. Если вы хотите знать больше, ниже мы подробнее расскажем о каждом важном этапе.
Технология изготовления пластиковых окон
Начинается всё с того, что наши специалисты делают расчёты. Данные, которые собрал замерщик, обрабатываются с помощью специальной программы. В результате она выдаёт отчёт, который будет использоваться сборщиками. Здесь указываются все размеры, количество, особенности, а также прилагается штрихкод.
1. Распил профиля для пластиковых окон
Профили ПВХ мы закупаем напрямую у производителя — бельгийской компании Deceuninck. Остаётся нарезать его на необходимые участки, усилить, выполнить технологические отверстия, собрать оконные рамы, створки, импост.
Для справки! Профиль — корпус ПВХ, внутри которого расположены рёбра жёсткости, образующие полости — воздушные камеры. Число камер определяет уровень теплоизоляции, прочности всей будущей конструкции.
Материал распиливают на заготовки. Здесь важна точность оборудования при определении длины, а также угла запила. Материал должен распиливаться строго под углом 45 градусов. Отрезки должны соответствовать тем параметрам, которые указаны в чертежах, они создаются по габаритным размерам, которые предоставляет менеджер заказа. Чтобы свести риск человеческого фактора, а вместе с ним — количество брака, мы используем автоматизированные станки.
Обязательное условие — срез должен быть чистым. Поскольку от этого зависит эффективность проводимой сварки.
Для справки! Все компоненты будущего пластикового окна маркируются — наносится разметка с данными о параметрах, заказчике. На специальное табло подаётся информация для оператора, чтобы он знал о последовательности движения заготовок, параметрах. Часто используются стикеры, чтобы отметить готовые изделия, последовательность сборки элементов.
2. Раскрой армирования
Пластиковый профиль не обладает достаточной жёсткостью. Поэтому внутри него располагается армирующий слой — металлический профиль. Он делает конструкцию более прочной. Выглядит такое армирование, как полый брусок из металла.
Поэтому внутри него располагается армирующий слой — металлический профиль. Он делает конструкцию более прочной. Выглядит такое армирование, как полый брусок из металла.
Параллельно ведётся нарезка армирующего металлического элемента. Для этого обычно используется ленточная пила.
Для справки! Раскроенные детали отмечаются с помощью самоклеящихся этикеток с указанием на них штрихкода. Если поднести к такой детали сканер, можно узнать размер, количество таких деталей, место установки, расцветку, тип стеклопакета. Вся информация заносится в базу, а по штрихкоду её может получить любой специалист. В таких условиях ничего нельзя потерять или перепутать.
3. Установка стальных усилителей
Затем армирующая деталь вкладывается в готовый профиль. Происходит это в зоне заготовок. Обычно металлическая деталь немного меньше по размеру, чем пластиковая.
4. Крепление армирования
Профиль и армирование соединяются саморезами, чтобы конструкция работала как единое целое. Мы используем саморезы каждые 300 мм, чтобы добиться нужного эффекта прочности, жёсткости, надёжности.
Мы используем саморезы каждые 300 мм, чтобы добиться нужного эффекта прочности, жёсткости, надёжности.
5. Фрезерование стальных отверстий
Дальше нужно проделать технологические отверстия в пластике. На горизонтальных частях рамы, створок прорезаются дренажные отверстия. Если на стекле или раме образуется влага, конденсат, то капли будут стекать и отводиться через дренажные отверстия. Это позволит конструкции служить дольше. Влага плохо воздействует на составляющие части, может спровоцировать появление плесени, растрескивание герметика.
Также прорезается отверстие под ручку. Многие не знают, но оно может быть не только типовым. По желанию заказчика отверстие может делаться выше или ниже обычного уровня.
6. Сварка
Этот процесс можно назвать ключевым. Пластик на концах деталей нагревается до 250 градусов в течение 40 секунд, а затем они плотно прижимаются друг к другу, чтобы произошло склеивание. Так получаются рамы, створки.
Одно из преимуществ «Фабрики Окон» — четырёхголовочные станки. Такие системы сами высчитывают габариты окна, которое должно быть собрано из предоставленных деталей. Сваривают элементы сразу с четырёх сторон. Делается это для того, чтобы получить конструкцию, которая будет максимально точно соответствовать сделанным замерам. Углы получаются ровными, форма — идеальной.
Такие системы сами высчитывают габариты окна, которое должно быть собрано из предоставленных деталей. Сваривают элементы сразу с четырёх сторон. Делается это для того, чтобы получить конструкцию, которая будет максимально точно соответствовать сделанным замерам. Углы получаются ровными, форма — идеальной.
Оператор только следит за тем, чтобы части конструкции были расположены правильно. Машина сама нагревает концы деталей, обеспечивает нужную степень прижима, чтобы получить запланированный результат. Изначально заготовки делаются на 6 мм длиннее, поскольку по 3 мм с каждой стороны уходит на создание сварного шва.
7. Обработка углов
После сварки углы выглядят не слишком привлекательно. Однако это легко исправляется с помощью современных фрезеровочных станков. Они срезают ненужный пластик, зашлифовывают поверхность. Процесс полностью автоматизирован, а за качеством исполнения следит оператор.
8. Установка уплотнителя, фурнитуры, импоста
Дальше наступает время ручной работы, когда импост устанавливается в готовую раму, створку вручную. Зато монтаж фурнитуры, уплотнителя и запорных устройств целиком автоматизирован. Особенностью наших окон является, то что установка уплотнителя в профиль производится на заводе и она полностью автоматизирована, это обеспечивает его оптимальное расположение, натяжение и обеспечивает герметичность рамы.
Зато монтаж фурнитуры, уплотнителя и запорных устройств целиком автоматизирован. Особенностью наших окон является, то что установка уплотнителя в профиль производится на заводе и она полностью автоматизирована, это обеспечивает его оптимальное расположение, натяжение и обеспечивает герметичность рамы.
9.Установка стеклопакета
Дальше приходит время поставить стеклопакет, который также помечается штрихкодом. Стеклопакет специальным образом расклинивают, чтобы нагрузка на раму распределилась равномерно, а затем фиксируют с помощью штапиков. Они вбиваются в рамы, створки с внутренней стороны.
Когда пластиковое окно полностью готово, оно отправляется на технический контроль в специальную службу завода.
10. Контроль качества
Нужно сказать, что мы контролируем качество выполнения работ в течение всей сборки конструкции. Например, когда рама, створки готовы, специалист собирает их воедино, чтобы оценить, насколько хорошо они подходят друг другу.
Далее изделие проверяется на качество сборки, работоспособность фурнитуры и так далее. Только после этого заказ отправляется к своему получателю.
Только после этого заказ отправляется к своему получателю.
Изготовление цветных окон
Белые пластиковые окна остаются универсальными. Однако не всегда они являются лучшим решением с точки зрения дизайна. Например, если вы строите деревянный дом или коттедж с отделкой из бруса, такие конструкции будут выбиваться из общей картинки.
Всё чаще в этих случаях клиенты решают заказать цветные изделия. Они дешевле, чем деревянные, но выглядит не хуже. Современные технологии позволяют окрасить конструкции в любой цвет по каталогу RAL и даже придать ей нужную текстуру, например, древесины.
Существует два способа получения цветного материала:
- Окраска профиля в цвет по палитре RAL;
- Ламинация специальными плёнками. Удобный способ придать конструкции не только цвет, но и текстуру.
Для справки! Мы используем качественные немецкие плёнки, которыми можно оклеивать профиль снаружи, изнутри и с обеих сторон. Преимущество такого способа состоит в том, что в нашем распоряжении находится около 90 расцветок, а также текстура дуба, ореха, вишни, лиственницы. Плёнки достаточно точно копируют рисунок натуральной древесины, а служат при этом не менее 25 лет.
Плёнки достаточно точно копируют рисунок натуральной древесины, а служат при этом не менее 25 лет.
Ламинация проводится на специальном аппарате. Для каждой детали его настраивают отдельно. Аппарат делает всё сам, а специалисты следят, чтобы цветная плёнка ложилась ровно. Как делают окна нестандартных форм и размеров
Всё чаще клиенты обращаются к нам с нестандартными проектами. Например, хотят произвести иллюминаторы или арочные конструкции. Пластик и современные технологии позволяют реализовывать даже сложные заказы. Однако большая часть работ в таких цехах выполняется в рамках индивидуального заказа, что также влияет на стоимость.
Мы делаем арочные, круглые, другие сложные конструкции следующим образом:
- Профиль нужно размягчить. Для этого берётся стандартный материал из ПВХ, но без армирования. Его опускают в ёмкость с горячим глицерином. Последний используется, потому что закипает при больших температурах, чем вода. Когда изделие размягчится, его достают и придают нужную форму. Ещё один вариант — деталь разогревается в специальной печи в виде трубы.
- Придаётся нужная форма. Для этого размягчённое изделие размещают между двумя стальными лентами с присосками. В таком положении изделие остывает.
 Ещё один вариант — деталь разогревается в специальной печи в виде трубы.
Ещё один вариант — деталь разогревается в специальной печи в виде трубы.
Дальше производство идёт по стандартной схеме. Конструкция армируется металлическими деталями, которые прикрепляются к ней саморезами. После этого изделие отправляется на сварку с остальными частями. В этом случае сварка проводится на одноголовочном станке. Производится зачистка швов.
Стеклопакеты, предварительно изготовленные под нужную форму, вставляются в раму и закрепляются штапиками. Ставится фурнитура, уплотнители, импосты. Остаётся протестировать изделие на соответствие ГОСТ и можно отправлять его заказчику.
Помощь профессионалов
Теперь вы знаете, насколько производство окон ПВХ сложное и многоэтапное. Технология предусматривает использование нескольких производственных зон, автоматизированного оборудования, качественных материалов. Успех производственного процесса зависит от того, насколько правильно и точно выполнялись работы на каждом этапе.
Успех производственного процесса зависит от того, насколько правильно и точно выполнялись работы на каждом этапе.
Именно поэтому «Фабрика Окон» уделяет особое внимание обучению персонала. Ведь точная и слаженная работа — залог получения продукции высокого качества.
Мы занимаемся производством пластиковых, алюминиевых, деревянных и безрамных окон, дверей на собственном заводе площадью больше 10 000 кв. м.
Чтобы добиться высокого качества, мы применяем:
- оригинальные профили Deceuninck, Provedal, REYNAERS, Alumark;
- надёжную фурнитуру Siegenia и Roto;
- передовые автоматизированные станки, например, немецкий сварочный станок Hollinger, зачистную машину Urban;
- немецкие плёнки для ламинации, которые вместе с окном прослужат не менее 25 лет, а вы сможете подобрать расцветку из богатейшей палитры — 90 расцветок;
- труд квалифицированных работников, которым регулярно предоставляется возможность повысить уровень своих профессиональных знаний, умений.

Как изготавливается оконное стекло
Компания Milgard производит высококачественное стекло для окон и дверей патио с 1958 года. Штаб-квартира производителя находится в Такоме, штат Вашингтон, и использует различные методы для производства различных типов стеклянных изделий для окон и патио. двери. Цель компании состоит в том, чтобы предоставить уникальные алюминиевые окна и двери для патио, которые предлагают владельцам собственности превосходное мастерство, отвечающее всем архитектурным требованиям. Владельцы недвижимости могут изучить следующие часто задаваемые вопросы, чтобы узнать больше о том, как Milgard производит свои престижные стеклянные окна.
Как изготавливается оконное стекло плавающим методом?
Стекло для окон производится из двух основных компонентов — минералов и песка. При использовании плавающего метода материалы нагреваются до тех пор, пока они не достигнут 3090 градусов по Фаренгейту и не станут жидкими. Процесс занимает пятьдесят часов, и сжиженное стекло проверяется на наличие таких проблем, как примеси.
Процесс занимает пятьдесят часов, и сжиженное стекло проверяется на наличие таких проблем, как примеси.
Затем рабочие помещают жидкое стекло во флоат-ванну. По сути, это огнеупорный носик, над которым плавает стекло, а затем стекает на поверхность, созданную расплавленным оловом. Когда стекло всплывает к огнеупорному носику, оно имеет самую высокую температуру и начинает медленно остывать. По мере остывания рабочие определяют точную толщину стекла и вносят коррективы для ее достижения.
Как защищается стекло при плавающем методе?
Для покрытия стекла используется химическое осаждение из паровой фазы. Тип химического вещества, нанесенного на стекло, предоставляет покупателю множество свойств, включая защиту от инфракрасного или ультрафиолетового излучения. Рабочие могли наносить несколько покрытий в соответствии со спецификациями продукта.
Как процесс отжига защищает изделия из стекла?
Отжиг – это процесс, при котором сжиженное стекло медленно проталкивают через лер или печь.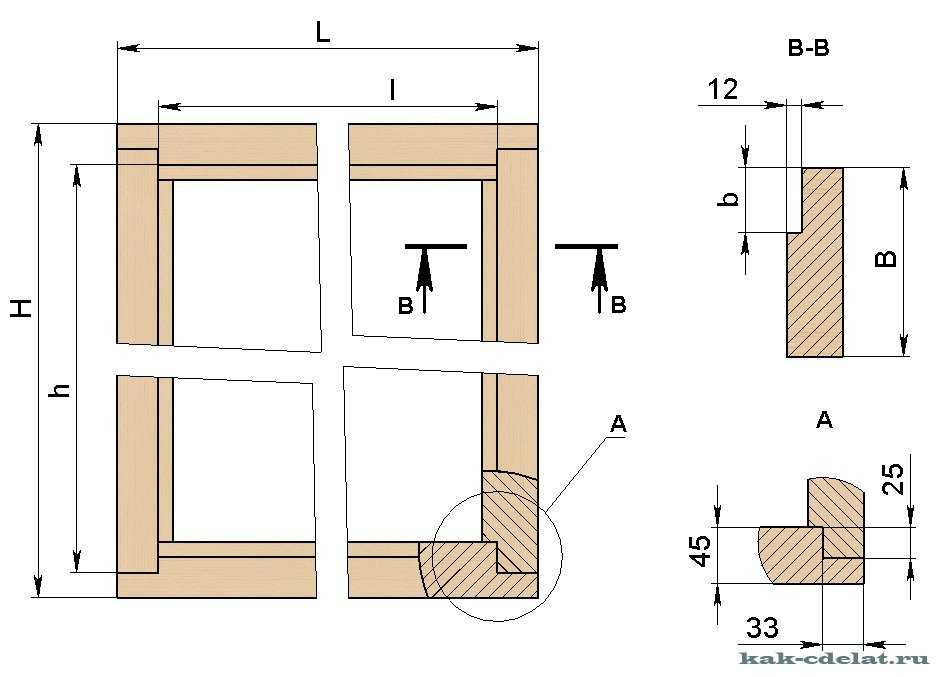 Температура стекла около 850 градусов, и оно размягчается. Целью процесса отжига является предотвращение трещин или трещин в стекле после его полного остывания. После завершения процесса рабочие выявляют любые дефекты и гарантируют, что покупатели получат только высококачественное оконное стекло. Автоматизированные инструменты проверки обнаруживают все дефекты и быстро устраняют их.
Температура стекла около 850 градусов, и оно размягчается. Целью процесса отжига является предотвращение трещин или трещин в стекле после его полного остывания. После завершения процесса рабочие выявляют любые дефекты и гарантируют, что покупатели получат только высококачественное оконное стекло. Автоматизированные инструменты проверки обнаруживают все дефекты и быстро устраняют их.
Чем режут оконное стекло?
Производитель использует алмазные режущие инструменты для более точного реза. Инструменты используются для создания окна нужного размера или формы. Алмазные режущие инструменты часто управляются с помощью компьютера, чтобы предотвратить распространенные ошибки и уменьшить количество поломок. Этот процесс позволяет производителю создавать нужное оконное стекло за более короткое время.
Как создаются окна с двойным остеклением?
Производители используют газовый наполнитель для герметизации стекла в конструкции окон с двойным остеклением. Боковые стороны стекол герметизируются с помощью наполнителя, чтобы предотвратить утечку воздуха снаружи помещения. Процесс останавливает конденсацию, предотвращая попадание влажного воздуха между стеклами.
Боковые стороны стекол герметизируются с помощью наполнителя, чтобы предотвратить утечку воздуха снаружи помещения. Процесс останавливает конденсацию, предотвращая попадание влажного воздуха между стеклами.
Какие методы используются для производства матового или матового оконного стекла?
Наиболее распространенные методы, используемые для матового или непрозрачного оконного стекла, включают пескоструйную обработку или различные формы травления. Методы травления: плесень, кислота или мороз. Производитель добавляет глазурь в конце производственного процесса для максимального эффекта. Он используется для того, чтобы посторонние не могли заглянуть в окна.
Как создается тонированное оконное стекло?
При использовании флоат-метода в жидкое стекло добавляют оксиды металлов. Он придает окраску самому стеклу и не нарушает целостность стекла. Этот процесс позволяет производителю производить стеклянные окна различных цветов и блокировать избыток солнечного света. Этот процесс также может предотвратить влияние внешнего тепла на внутреннюю температуру.
Этот процесс также может предотвратить влияние внешнего тепла на внутреннюю температуру.
Как создается оконное стекло Crystal Groove?
Оконное стекло с канавкой из хрусталя изготавливается из песка, соды и оксида свинца. Свинцовый хрусталь считается самым прочным из хрустальных оконных изделий. Вращающиеся колеса используются для создания хрустального рисунка на стекле окон. Содержание оксида свинца определяет цвет и эффект призмы на окнах.
Как производится многослойное оконное стекло и почему?
Многослойное стекло производится для обеспечения безопасности имущества и предотвращения осколков, которые могут привести к травмам. Он состоит из двух пластин из небьющегося стекла, которые расположены между двумя отдельными листами стандартного оконного стекла. Стекло производится путем применения тепла и давления с использованием алифатического уретана или этиленвинилацетата.
Стеклянный продукт снижает вероятность вторжения в дом, защищая дом двумя внутренними стеклами. Внутренние стекла не разобьются и не препятствуют немедленному проникновению в помещение. Он также предлагает два дополнительных уровня защиты от сильных штормов и сильного ветра.
Внутренние стекла не разобьются и не препятствуют немедленному проникновению в помещение. Он также предлагает два дополнительных уровня защиты от сильных штормов и сильного ветра.
Как производится закаленное оконное стекло?
Перед закалкой стекло предварительно обрезают до нужного размера. Стекло проходит процедуру отжига, чтобы проверить его на наличие потенциальных дефектов. Далее его шлифуют, чтобы устранить все острые края. Тепло применяется внутри печи закалки. Обычно температура в печи достигает 620°C. Далее следует процесс закалки, который представляет собой процедуру охлаждения, при которой к стеклу прикладывается высокое давление. В процессе закалки возникают удары сжатым воздухом.
В качестве альтернативы этому процессу используются химические вещества для закалки стекла. Несмотря на используемый процесс, закаленное стекло тестируется, чтобы обеспечить высокое качество и максимальную безопасность для владельца недвижимости.
Где Milgard создает свою продукцию?
Первоначально продукция Milgard производилась только на заводе в Такоме, штат Вашингтон. Сегодня окна и двери производятся в нескольких местах по всей территории Соединенных Штатов. Компания имеет производственные мощности в Портленде, Сими-Вэлли, Сакраменто, Диксоне, Холлистере, Солт-Лейк-Сити, Темекуле, Фениксе и Далласе. Все изделия из стекла для окон и дверей производятся на собственном производстве.
Сегодня окна и двери производятся в нескольких местах по всей территории Соединенных Штатов. Компания имеет производственные мощности в Портленде, Сими-Вэлли, Сакраменто, Диксоне, Холлистере, Солт-Лейк-Сити, Темекуле, Фениксе и Далласе. Все изделия из стекла для окон и дверей производятся на собственном производстве.
Milgard предлагает высококачественные алюминиевые окна и двери патио, изготовленные из стекла, отобранного владельцем. Производитель следует тщательным процедурам и процессам для производства исключительных продуктов. Их продукция долговечна, безопасна и обеспечивает превосходное качество, улучшающее эстетику жилых и коммерческих помещений. Производитель создает продукты и устанавливает каждый выбор в соответствии со спецификациями владельца и архитектурными требованиями самой собственности. Владельцам недвижимости, которые хотят узнать больше о долговечных и изысканных продуктах, рекомендуется связаться с Milgard прямо сейчас, чтобы договориться о встрече.
Оконные стекла: как они изготавливаются
Как часто вы смотрите в окно, не имея ни малейшего представления о том, как были созданы оконные стекла? Может быть, у вас есть смутное представление о том, что стекло делается из песка, или вы однажды застали несколько минут документального фильма о стекле?
Если вы похожи на большинство из нас, это настолько глубоко, насколько позволяют ваши знания. Тем не менее, оконное стекло на самом деле имеет захватывающую историю и создается с использованием уникального процесса, который стоит изучить.
Тем не менее, оконное стекло на самом деле имеет захватывающую историю и создается с использованием уникального процесса, который стоит изучить.
Оконное стекло стало обычным явлением только в середине 16 века, и даже тогда оно предназначалось только для самых богатых домохозяйств.
Итак, что изменилось? Почему сейчас у нас такой легкий доступ к этой роскоши? Частично это связано с улучшением процессов производства стекла, и мы здесь, чтобы поделиться всеми подробностями.
Готовы пролить свет на то, как именно изготавливались оконные стекла?
Начнем учиться.
Большинство оконных стекол изготавливается с использованием флоат-процесса
Существует множество различных методов изготовления стекла для стеклянных оконных стекол, но наиболее распространенным является процесс флоатинга, когда речь идет о создании плоских стеклянных оконных стекол.
Этот метод был изобретен сэром Аластером Пилкингтоном в 1952 году и используется для получения максимально однородного стекла.
Другие методы включают выдувание стекла, используемое для изготовления бутылок, банок и других контейнеров, метод Даннера, используемый для создания стеклянных трубок, и ленточный процесс, используемый для изготовления лампочек.
Здесь мы сосредоточимся на методе float — читайте дальше, чтобы узнать, что именно он включает.
Сырье расплавлено и очищено
В большинстве стекол для оконных стекол используются одни и те же базовые ингредиенты песка и минералов. Зеленое стекло может включать хром, а боросиликатное стекло включает оксид бора.
Основные материалы нагреваются до 3090°F, после чего они становятся жидкими. В смесь добавляют известняк, чтобы предотвратить ее полное растворение.
Процесс плавления может длиться до 50 часов, при этом смесь одновременно очищается и гомогенизируется, чтобы обеспечить максимально высокое качество готового продукта.
Конечным результатом должно быть жидкое стекло, полностью очищенное от примесей и пузырьков и готовое к дальнейшему рафинированию.
Расплавленное стекло перемещается во флоат-ванну
После завершения начального процесса плавления и рафинирования жидкое стекло перемещается во флоат-ванну.
Стекломасса для оконных стекол всплывает над огнеупорным носиком на поверхность расплавленного олова – отсюда и слово «плавать» в названии процесса.
Стекло поступает во флоат-ванну при высокой температуре и постепенно охлаждается, достаточно медленно, чтобы предотвратить образование трещин.
На этом этапе процесса определяется толщина стекла. В то время как в прошлом можно было производить только толстое стекло, прогресс означает, что можно легко создавать стекло тоньше миллиметра.
Конечно, большинство стандартных стеклянных оконных стекол будут толще, чтобы обеспечить их долговечность, удобство в работе и не выделять слишком много тепла при установке в зданиях.
Стекло покрыто химическим осаждением из паровой фазы
Пока стеклянная лента еще остывает, ее можно изменить, используя различные методы нанесения покрытия. Наиболее распространенным является химическое осаждение из паровой фазы, которое используется для очень быстрого нанесения чрезвычайно тонких покрытий.
Наиболее распространенным является химическое осаждение из паровой фазы, которое используется для очень быстрого нанесения чрезвычайно тонких покрытий.
Эти покрытия можно использовать для изменения оптических свойств стекла. Например, некоторые покрытия могут создавать стекло, отражающее инфракрасные волны. Можно наносить несколько покрытий одно за другим для достижения необходимых свойств.
При создании стеклянных оконных стекол покрытия используются для уменьшения количества солнечного света, проникающего через стекло, и для увеличения обеспечиваемой им теплозащиты.
Отжиг используется для снятия напряжений
Несмотря на то, что во флоат-ванне стекло могло находиться в идеальном состоянии, напряжения могут начать проявляться по мере его охлаждения. Если оставить их без внимания, эти напряжения могут привести к образованию трещин и разбиванию стекла.
Чтобы предотвратить это, проводится процесс, называемый отжигом. Отжиг включает пропускание стекла через длинную печь, называемую лер, и очень медленное его охлаждение.
Стекло нагревается до «точки отжига», которая обычно составляет 850–900 °F. Это смягчает стекло и помогает снять внутренние напряжения.
Стекло остается при этой температуре до тех пор, пока не исчезнут все напряжения, после чего его можно постепенно охлаждать до твердого состояния.
Просто подумайте об этом, как о принятии теплой расслабляющей ванны, чтобы снять стресс после работы!
Неправильный отжиг делает стекло слишком хрупким
Обработка отжигом необходима для устранения внутренних напряжений, образовавшихся во время начального охлаждения, и обеспечения максимально возможной прочности и долговечности стекла.
Стеклянные оконные стекла, которые не были должным образом отожжены, могут легко разбиться при воздействии небольших перепадов температуры, давления или ударов, что не идеально для стекла, которое должно выжить в загруженных домах, офисах и зданиях.
После отжига стекло можно обрезать, полировать и сверлить без риска его разрушения или растрескивания под нагрузкой.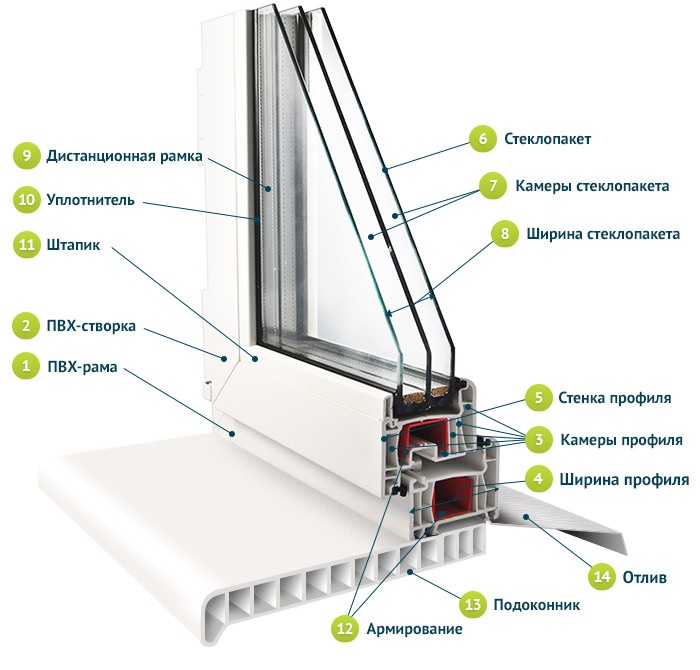 Попытка любого из этих шагов до отжига была бы катастрофой.
Попытка любого из этих шагов до отжига была бы катастрофой.
Автоматическая проверка выявляет неисправности
Чтобы обеспечить максимально возможное качество каждого листа стекла, на протяжении всего процесса используются автоматизированные инструменты контроля. Они способны обнаруживать любые проблемы, такие как пузыри, напряжения, нерасплавленные песчинки или рябь.
Многие из этих проблем могут быть решены на производственной линии, поэтому своевременное выявление их важно для максимальной эффективности.
В случае возникновения проблем, которые невозможно решить, система может изменить траекторию движения фрез, чтобы снять с производства проблемные участки стекла.
Возможность использования автоматизированных средств контроля во много раз повышает эффективность производства оконных стекол и гарантирует, что бракованное стекло не попадет в конечный продукт.
Инспекционное оборудование способно обнаруживать дефекты, которые невозможно увидеть невооруженным глазом, экономя время персонала и повышая качество.
Алмазные инструменты используются для резки стекла по размеру
После того, как стекло полностью остыло, его необходимо обрезать по размеру.
Алмазные инструменты используются для резки стекла на куски в соответствии с требованиями связанной компьютерной системы.
Чтобы предотвратить потери, компьютер создает шаблоны, в которых используется как можно больше твердых листов стекла. Например, вырезание листов одинакового размера рядом и вырезание небольших листов из остатков стекла из более крупных обрезков.
Раньше на расчеты вручную уходили часы. Развитие технологий сделало производство стекла проще и эффективнее.
Стекло упаковано и готово к использованию
Перед транспортировкой в следующий пункт назначения стекло необходимо тщательно упаковать.
Тонкий слой пены помогает защитить поверхность от царапин, но не защищает от ударов. Вместо этого аккуратно нарезанные куски толстого упаковочного пеноматериала и картона используются для защиты стекла от ударов и ударов во время транспортировки.
Упаковка имеет четкую маркировку с использованием «хрупких» наклеек, чтобы ее нельзя было бросить, уронить или с ней небрежно обращались.
Как изготавливаются окна с двойным остеклением
Теперь, когда вы знаете, как изготавливаются стандартные оконные стекла, вам может быть интересно узнать, какие дополнительные работы необходимо выполнить для изготовления окон с двойным остеклением.
Двойное остекление используется с 1930-х годов и является популярным способом сохранить тепло в доме и снизить расходы на отопление.
Как следует из названия, окна с двойным остеклением изготавливаются из двух отдельных стекол. Эти панели разделены прокладкой, что означает, что в центре есть герметичный зазор.
Зазор заполнен воздухом или инертным газом, оба из которых являются плохими проводниками тепла. Это означает, что между двумя стеклами проходит меньше тепла, удерживая теплый воздух внутри здания и не пропуская холодный.
Новые технологии упрощают производство
Традиционно зазор между оконными стеклами заполнялся путем сверления небольших отверстий в прокладке, а затем заполнения их. В настоящее время для большей эффективности используется онлайн-газовый наполнитель.
В настоящее время для большей эффективности используется онлайн-газовый наполнитель.
Стороны оконных стекол тщательно загерметизированы, чтобы исключить попадание воздуха снаружи в устройство. Если они не загерметизированы должным образом, влажный воздух может попасть в зазор и создать конденсат на внутренней стороне стекла.
Двойное остекление претерпело значительные изменения с момента его изобретения. Распорки теперь больше, зазоры герметизируются более эффективно, а для повышения безопасности используется закаленное безопасное стекло.
Как делают оконные стекла из матового стекла
Вы когда-нибудь сталкивались с оконными стеклами из матового стекла в ванной?
Это стекло пропускает много света, сохраняя конфиденциальность человека внутри.
Обычно создается с помощью метода, называемого пескоструйной обработкой, при котором абразивный материал под высоким давлением направляется к стеклу, создавая шероховатую поверхность, сквозь которую не видно.